
|
|
| Главная -> Книги (0) (1) (2) (3) (4) (5) (6) (7) (8) (9) (10) (11) (12) (13) (14) (15) (16) (17) (18) (19) (20) (21) (22) (23) (24) (25) (26) (27) (28) (29) (30) (31) (32) (33) (34) (35) (36) (37) (38) (39) (40) (41) (42) (43) (44) (45) (46) (47) (48) (49) (50) (51) (52) ( 53 ) (54) (55) (56) (57) (58) (59) (60) (61) (62) (63) (64) (65) (66) (67) (68) (53) о. о Материал изоляции чертежа кроме проекции трансформатора, его электрической схемы с нумерацией обмоток и их выводов размещают табл. 4.15. Для заполнения таблицы используют результаты расчета. С целью обеспечения механической прочности выводных концов обмотки поступают так. Если диаметр провода обмотки 0,3 мм и более, то выводы выполняют ее проводом, если меньше, то используют специальные марки проводов, например МГШДО, МГШДЛ, МГТФ, ПВТФ-2 и др. Основными критериями для выбора марки провода являются его электрическая прочность и рабочая температура. Дополнительно на чертеже в виде текста, расположенного над основной надписью, перечисляются требования по намотке обмотки, выполнению вьшодов обмоток, маркировке выводов, пропитке и др. Далее рекомендуется поступать следующим образом. 1. Исходя из условий эксплуатации и требуемой надежности, выбирают способ защиты трансформатора от внешних воздействий (герметизация, капсулпрование или открытая конструкция). Необходимо иметь в виду, что герметизация и капсулпрование уве-.личивают массу, габаритные размеры и стоимость трансформатора, но повышают, в частности, его влагостойкость. 2. Разрабатывают крепление выводов концов обмоток (заделка лепестков и штырей в обмотку; распайка к лепесткам и штырям, установленным на каркасе или накладке; заделка концов обмотки с припаянными к ним лепестками в оболочку при капсулировании; использование металлостеклянных или металлокерамических спаев и др.). Вид крепления должен согласовываться с выбранным методом защиты трансформатора от внешних воздействий, например, применение металлокерамических или металлостеклянных спаев целесообразно при герметизации трансформатора металлическими конструкциями. 3. Обеспечивают возможность крепления трансформатора в РЭА: 1) крепление с применением клеящих составов, мастик и непосредственной пайки выводов, обычно штырей, к проводникам ПП; 2) установка с использованием крепежных деталей. Прн этом необходимо знать массу трансформатора и механические нагрузки, которым должен противостоять выбранный вариант. В первом случае требуется обеспечить расстояние между штырями-вывода.ми обмоток, кратное шагу координатной сетки ПП, во втором-определить число крепежных элементов и их размещение. Для нахождения диаметра винта поступают следующим образом. Рассчитывают силу, действующую на трансформатор при ударе: F.== М.а = Р(,ММ(,, где тИ -масса трансформатора; а - ускорение при ударе блока, в котором предполагается установка трансформатора; F(, - сила, действующая на блок; М. - масса трансформатора; Мб - масса блока. Силу F(, вычислим, предполагая, что блок падает на металлическую плиту с высоты Н, продолжительность удара Т (на практике Я=1 ~ 1,5 17 = 0,001 -0,005 с). Скорость блока в начале удара и„ = 1/2Я, где g = 9,8 м/с -ускорение свободного падения. Скорость блока в конце удара =-vji, где -коэффициент восстановления (при падении на стальную плиту = 0,94, при падении на сухую твердую землю А, = 0,65). Сила удара f6 = 6("H + +1 "к \)1(Гё)- Сила, нагружающая один винт, F = Fj/N, где -число винтов, используемых для крепления в трансформаторе. Внутренний диаметр резьбы винта dVAFjinla}), где [и]-допустимое напряжение материала, из которого изготовлен винт. Наружный диаметр резьбы винта „ = „/0,85. В соответствии с полученными результатами выбирают винт, соответствующий требуемому ГОСТу. Наиболее удачным креплением считают крепление в трех точках, так как они всегда находятся в плоскости крепления. Следовательно, три винта располагают на плоскости основания конструкции трансформатора по окружности под углом 120° относительно друг друга. На рис. 4.19 показан второй этап вычерчивания трансформатора. Как следует из рисунка, защиту от внешних воздействий осуществляют путем капсулирования (наружный контур изображен штрихпунктирной линией). Крепление осуществляют одним винтом /; выводы концов обмоток припаивают к штырям 2; для фиксации винта и штырей выводов перед заливкой трансформатора в разъемную форму введены накладки 3. В результате могут быть определены предварительные габаритные размеры трансформатора: Drp г = г -t- 2Л„; , = Я,р , + Л/,„ + Д/„ где Дк - толщина капсулирования; А/ц, - длина выступающей части штыря (не менее 5 мм); 1 - длина выступающей части винта. 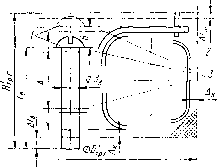 Рис. 4.19. Второй этап вычерчивания-трансформатора зависящая от толщины устанавливаемых шайб, гайки и основания, на которое предусматривается крепление трансформатора. Конфигурация накладок определяет длину винта. Выбирая конфигурацию и материал для накладок, можно рассуждать следующим образом: «Так как накладка служит для фиксации штырей, то ее необходимо выполнять из диэлектрика. Однако тепловой режим тороидального трансформатора хуже теплового режима любого другого трансформатора (магнитопровод полностью закрыт обмотками). Следовательно, для накладок необходимо использовать материалы с высокой теплопроводностью, т. е. металлы, а их форма должна обеспечивать максимальную площадь контактирования с поверхностью обмотки. Последнее требование можно выполнить, уменьшая размер А (рис. 4.19). Уменьшая размер А за счет увеличения глубины выдавки (размер Б) накладки, умень- 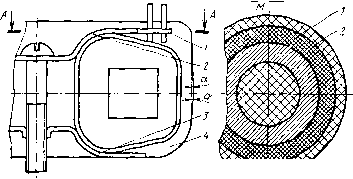 Рис. 4.20. Окончательное вычерчивание трансформатора шают длину /в винта, что приводит к снижению конечной массы трансформатора...» Если будет принято такое решение, то следует заметить, что металл для накладки должен обладать хорошей пластичностью. Для единичного производства проектируемого трансформатора рассматриваемые конфигурации деталей, которые легко обеспечиваются штамповкой и вытяжкой, неприемлемы. Использование металлической накладки вызывает электрическое соединение штырей, т. е. происходит электрическое замыкание обмоток. Поэтому верхнюю накладку выполняют в виде двух колец: внутреннее - из металла, а наружное - из диэлектрика. Перед окончательным этапом вычерчивания отметим, что при заливке изделий в разъемные формы необходимо предусмотреть литьевые уклоны поверхностей и скругление острых кромок (углов). На рис. 4.20 показан окончательный этап вычерчивания, позволяющий выполнить сборочный чертеж трансфор.матора. Требования к данным чертежам изложены в ГОСТ 2.415-68. Сборка заключается в следующем. На магнитопровод с обмотками уста- (0) (1) (2) (3) (4) (5) (6) (7) (8) (9) (10) (11) (12) (13) (14) (15) (16) (17) (18) (19) (20) (21) (22) (23) (24) (25) (26) (27) (28) (29) (30) (31) (32) (33) (34) (35) (36) (37) (38) (39) (40) (41) (42) (43) (44) (45) (46) (47) (48) (49) (50) (51) (52) ( 53 ) (54) (55) (56) (57) (58) (59) (60) (61) (62) (63) (64) (65) (66) (67) (68) |
|
|