
|
|
| Главная -> Книги (0) (1) (2) (3) (4) (5) (6) (7) (8) (9) (10) (11) ( 12 ) (13) (14) (15) (16) (17) (18) (19) (20) (21) (22) (23) (24) (25) (26) (27) (28) (29) (30) (31) (32) (33) (34) (35) (36) (37) (38) (39) (40) (41) (42) (43) (44) (45) (46) (47) (48) (49) (50) (51) (52) (53) (54) (55) (56) (57) (58) (59) (60) (61) (62) (63) (64) (65) (66) (67) (68) (69) (70) (71) (72) (73) (74) (75) (76) (77) (78) (79) (80) (81) (82) (83) (84) (85) (86) (87) (88) (89) (12) 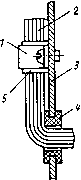 стах их выхода из жгута и при крестообразном расположении ветвей. Монтажные провода следует располагать так, чтобы они не касались неизолированных токопроводящих частей. Заземляющие перемычки выполняются неизолированными, если они не могут вызвать замыканий между элементами монтажа. Провода, присоединяемые к подвижным элементам, должны Рис. 3. Установка изоляци-обладать достаточной гиб- онной втулки в стенке пакостью и иметь запас по дли- не, необходимый для Переме- ст7нка,°/- вт7лкТ5°-кзол;: щения подвижного элемента. ция Длину всех проводов, подходящих к элементам монтажа, следует увеличивать с учетом на одну повторную заделку, гибких соединений - на 2-3 повторные заделки. В отверстие для прохода провода 2 (рис. 3) через металлическую стенку 3 устанавливают изоляционную втулку 4. При креплении проводов к стенке хомутом под него подкладывают изоляцию 5. К одному контактному лепестку допускается подсоединять не более трех проводов при условии, что после скрутки общий диаметр жилы не превысит диаметра отверстия лепестка и не затруднит укладку и подсоединение соседних проводов. Под один зажимной контакт в слаботочной цепи допускается подсоединять не более трех кабельных наконечников. Между гайкой или головкой винта и наконечником обязательно следует устанавливать шайбы. Механическую обработку (сверление, нарезание резьбы) в процессе монтажа разрешается производить лишь при крайней необходимости. При этом следует принимать меры от засорения изделия металлической стружкой. В процессе монтажа необходимо исключить попадание обрезков и других технологических отходов в промежутки между элементами монтажа. По окончании монтажа изделие необходимо очистить от пыли, отходов и других посторонних предметов. Для очистки применяют продувку сжатым возду- хом, пылесос, кисточку, тампон и другие средства, указанные в технологической документации. Печатный монтаж применяется в основном для слаботочных электрических цепей в серийном и массовом производстве. Он осуществляется тонкими токопроводя-щими полосками, расположенными на изоляционной пластине (печатной плате). Соединяемые элементы закрепляют на плате и их выводы припаивают к проводникам. Такой монтаж позволяет автоматизировать процессы изготовления плат, сборки и пайки, уменьшить размеры и массу изделий, а также существенно облегчить выполнение контрольно-испытательных операций, так как все платы получаются идентичными. На плате кроме соединительных проводников можно печатать и другие элементы схемы, электрические параметры которых определяются формой или числом витков проводника, например конденсаторы, катушки индуктивности, низкоомные резисторы, высокочастотные трансформаторы. В индивидуальном производстве электрический монтаж выполняют по электрическим принципиальным схемам, которые требуют высокой квалификации исполнителей. В серийном производстве рабочим документом является монтажная схема, в которой приводятся подробные сведения о выполнении соединений, способах их укладки и крепления, марках, сечениях и длинах проводов. При большом количестве соединений к схемам для удобства их выполнения прикладывается таблица соединений, в которой указывается, какие выводы элементов должны быть соединены, сечения и длины соединяющих проводов. В условиях массового производства монтаж ведут по операционным технологическим картам, к которым прикладываются эскизы и описания проведения монтажа. Иногда монтаж ведут по утвержденному эталону (образцу), который наиболее полно отражает требования к качеству выполняемых работ. Кроме схем и таблиц соединений при монтажных работах используют электромонтажные чертежи или чертежи печатных плат, определяющих конкретное • расположение всех функциональных элементов, проводников, кабелей и жгутов, а также способы закрепления и соединения элементов и проводников схемы. Жгутовой монтаж включает следующие операции: подготовку соединений к монтажу - резку заготовок проводов заданной длины, снятие и заделку изоляции на концах проводов, лужение, гибку по шаблонам и сборку жгутов; монтаж проводов - крепление монтажных проводов к элементам, лепесткам панелей пайкой, сваркой, обжатием или навивкой; проверку правильности монтажных соединений и электрической прочности изоляции. § 11. Подготовка проводов к монтажу Монтажные провода имеют гибкую жилу, скрученную из тонких медных, обычно покрытых оловом или серебром, проволок. Серебрение применяют для проводов, предназначенных для работы при температуре выше 200° С. Изоляция провода зависит от напряжения, температуры, наличия в окружающей среде химически активных веществ. При необходимости защиты от радиопомех применяют провода в экранирующей оплетке, выполняемой в виде надетого на изолированный провод «чулка», сплетенного из тонких медных проволок. Монтажные соединения при небольших сечениях изготовляют одножильными проводами с эмалевой изоляцией или медными проводами без изоляции. Выбор MaiKH провода определяется условиями выполнения монтажа, конструкцией изделия и условиями его эксплуатации. Данные о проводах (марка, сечение, длина, расцветка) приводятся в спецификации сборочного чертежа или монтажной схемы. В тех случаях, когда изоляция может быть повреждена при прокладке провода в процессе монтажа или при работе изделия, на провод надевают изоляционные трубки. Места паек проводов изолируют трубками, изоляционными лентами. Для закрепления изоляции, вязки и наложения бандажей применяют хлопчатобумажные, льняные, теплостойкие стеклянные нити и шнур-чулки, нейлоновый и капроновый шпагат и другие материалы. Для отрезки проводов заданной длины, надрезки и снятия изоляции с концов применяют различные приспособления или автоматы, которые выполняют все эти три действия последовательно и перемещают заготовку в приемный лоток. Автоматы настраивают на заданную длину вручную или с помощью программного устройства. Режущие кромки ножниц для экранированных проводов выполняются с углублениями, чтобы получить круговой pes экрана. (0) (1) (2) (3) (4) (5) (6) (7) (8) (9) (10) (11) ( 12 ) (13) (14) (15) (16) (17) (18) (19) (20) (21) (22) (23) (24) (25) (26) (27) (28) (29) (30) (31) (32) (33) (34) (35) (36) (37) (38) (39) (40) (41) (42) (43) (44) (45) (46) (47) (48) (49) (50) (51) (52) (53) (54) (55) (56) (57) (58) (59) (60) (61) (62) (63) (64) (65) (66) (67) (68) (69) (70) (71) (72) (73) (74) (75) (76) (77) (78) (79) (80) (81) (82) (83) (84) (85) (86) (87) (88) (89) |
|
|