
|
|
| Главная -> Книги (0) (1) (2) (3) (4) (5) (6) (7) (8) (9) (10) (11) (12) (13) ( 14 ) (15) (16) (17) (18) (19) (20) (21) (22) (23) (24) (25) (26) (27) (28) (29) (30) (31) (32) (33) (34) (35) (36) (37) (38) (39) (40) (41) (42) (43) (44) (45) (46) (47) (48) (49) (50) (51) (52) (53) (54) (55) (56) (57) (58) (59) (60) (61) (62) (63) (64) (65) (66) (67) (68) (69) (70) (71) (72) (73) (74) (75) (76) (77) (78) (79) (80) (81) (82) (83) (84) (85) (86) (87) (88) (89) (14) 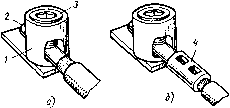 Рис. 6. Соединение многопроволочной жилы с винтовым зажимом после сплавления конца жилы в монолит (а) и оконцевания штифтовым наконечником (б): / - корпус зажима, 2 - конец жилы, сплавленный в монолит, 3 - винт с шестигранным отверстием, 4 - штифтовой наконечник циальным инструментом (рис. 5, а) или штангенциркулем (рис. 5, б). Качество соединений, выполняемых обжатием, ухудшается при плохой зачистке контактных поверхностей, недостаточной опрессовке, неполном вводе жилы в наконечник, обрыве отдельных проволок жилы, отсутствии защитной смазки на алюминиевых жилах. Оконцевание медных и алюминиевых монтажных проводов для втычного соединения с винтовым зажимом производится спаиванием конца жилы в процессе лужения, сплавлением в монолит 2 (рис. 6, а) с добавкой легирующих присадок или штифтовым наконечником 4 (рис. 6,6). 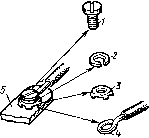 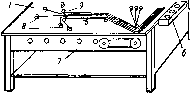 Рис. 7. Присоединение алюминиевой жилы к плоскому выводу Рис. 8. Шаблон с программным устройством Однопроволочные алюминиевые жилы 4 (рис. 7) сечением до 10 мм присоединяют к плоскому выводу 5 электрооборудования с помощью пружинных шайб 2 и шайб-звездочек 3 с отогнутыми на 90° лучами. Пружинная шайба сохраняет постоянное давление на подсоединяемый конец провода, шайба-звездочка предотвращает разгибание провода при затяжке винта /. Для присоединения к зажиму с конца провода снимают изоляцию, жилу зачищают до металлического блеска, смазывают тонким слоем пасты и сгибают в кольцо. На винт сначала надевают пружинную, а затем защитную шайбу-звездочку и кольцо провода. Винт завинчивают в резьбовое отверстие плоского вывода. Лапки шайб-звездочек при закручивании винта не должны касаться поверхности вывода, в этом случае колечко жилы будет надежно прижато к выводу. Кольцо под головку винта надо укладывать такой стороной, чтобы при завинчивании оно сжималось. Концы проводов маркируют буквами и цифрами, чтобы при монтаже можно было легко найти те зажимы, к которым они должны присоединяться. С этой целью зажимам присваивают соответствующие номера. Применение разноцветных проводов для различных цепей позволяет исключить их маркировку. Подготовленные к монтажу соединения контролируют визуально, измерениями и сравнением с образцами. Марку, сечение, способ и качество заделки концов, маркировку концов, отсутствие надрезов жил и качество их лужения, отсутствие загрязнений и повреждения изоляции осматривают и сравнивают с образцами, применяя при необходимости лупу, кратность которой указывается в технологической карте. Длину проводов проверяют по шаблонам, образцам, путем измерения линейкой или рулеткой. Торцы проводов в местах среза должны быть ровными, без заусенцев, концы жил не должны быть сплюснутыми или отрезанными косо, а сами жилы должны быть перед лужением скручены так, чтобы отдельные проволочки плотно прилегали друг к другу. Пайка наконечников и других деталей к проводам должна быть «скелетной». Припой должен спаять токопроводящую жилу провода с внутренней поверхностью наконечника. Затекание припоя в жилу вне наконечника не допускается. § 12. Изготовление жгутов Изготовление жгута начинают с раскладки проводов на шаблоне, который представляет собой доску / (рис. 8) с отверстиями, в которые вставляют концевые 8 и угловые 9 штыри (шпильки). Контур жгута наносят на поверхность краской. При раскладке много времени затрачивается на отыскание соединений по чертежу и соответствующих штырей на шаблон.е Поэтому для массового производства применяют шаблон с программным устройством, который облегчает раскладку и позволяет исключить ошибки при сборке жгута. Доска / удобно размещена для работы в сидячем положении. Жгут собирают из проводов различных сечений и цветов с катушек 5. Провода проходят через отверстия 3 в лицевой доске 2. Рядом с каждым из отверстий и штырей 8, 9 встроены сигнальные лампы 4. Под доской размещается программное устройство 7. Программа очередности раскладки и выбора марки провода записана на бумажной ленте, которая перематывается на роликах. Пуск программирующего устройства, проверка исправности ламп и всей схемы производятся от кнопочного пульта 6. Перед началом работы нажатием одной кнопки проверяют исправность всех ламп. Затем включают программное устройство. Зажигаются лампы 4 около нужного провода и лампы на двух концевых штырях. Рабочий вытягивает провод через отверстие лицевой доски, надевает на него маркировочную бирку и закрепляет его конец, делая два витка на концевом штыре. Затем прокладывает провод на шаблоне между угловыми штырями к второму концевому штырю с горящей лампой, отрезает провод кусачками, надевает вторую бирку и закрепляет конец на штыре, после чего программное устройство включает вторую позицию: лампу на лицевой доске и подсвет концевых штырей для второго провода. После прокладки второго провода включается третья позиция, затем четвертая и т. д., пока не будут проложены все проводники жгута, наконец, его скрепляют бандажами и снимают с шаблона. Параллельно идущие провода связывают вместе. Вязка выполняется вощеными нитками, нейлоновым или капроновым шпагатом, липкими лентами, пластмассовыми скобами и т. п. (0) (1) (2) (3) (4) (5) (6) (7) (8) (9) (10) (11) (12) (13) ( 14 ) (15) (16) (17) (18) (19) (20) (21) (22) (23) (24) (25) (26) (27) (28) (29) (30) (31) (32) (33) (34) (35) (36) (37) (38) (39) (40) (41) (42) (43) (44) (45) (46) (47) (48) (49) (50) (51) (52) (53) (54) (55) (56) (57) (58) (59) (60) (61) (62) (63) (64) (65) (66) (67) (68) (69) (70) (71) (72) (73) (74) (75) (76) (77) (78) (79) (80) (81) (82) (83) (84) (85) (86) (87) (88) (89) |
|
|