
|
|
| Главная -> Книги (0) (1) (2) (3) (4) (5) (6) (7) (8) (9) (10) (11) (12) (13) (14) (15) (16) (17) ( 18 ) (19) (20) (21) (22) (23) (24) (25) (26) (27) (28) (29) (30) (31) (32) (33) (34) (35) (36) (37) (38) (39) (40) (41) (42) (43) (44) (45) (46) (47) (48) (49) (50) (51) (52) (53) (54) (55) (56) (57) (58) (59) (60) (61) (62) (63) (64) (65) (66) (67) (68) (69) (70) (71) (72) (73) (74) (75) (76) (77) (78) (79) (80) (81) (82) (83) (84) (85) (86) (87) (88) (89) (18) 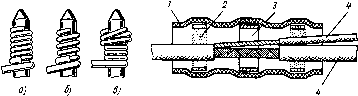 Рис. 17. Правильное (а) и неправильное (б, е) выполнение соединений на- Рнс. 18. Соединение термоусадочной муфтой Контроль качества соединения навивкой начинается с проверки механических характеристик провода. Определяют предел прочности жилы на разрыв и относительное ее удлинение при разрыве. Затем на специальном приспособлении делают несколько контрольных накруток, которые проверяют на усилие стягивания и развивку. Стягивание производится специальной вилкой. Усилие стягивания оговаривается в технической документации. При испытаниях на развивку провод вручную сматывают с приспособления. Соединение считается выдержавшим испытание, если при сматывании не происходит поломки провода. Осмотром контролируют внешний вид соединения. Витки должны плотно охватывать все грани вывода и быть плотно прижаты друг к другу (рис. 17, а). Наиболее характерные дефекты: намотка без достаточного натяжения, намотка по спирали вразбежку (рис. 17,6), намотка с нахлестом (рис. 17, в). Переходное сопротивление измеряют, пропуская через соединение постоянный ток. Оно не должно превышать 0,002 Ом и не должно увеличиваться более чем на 10% после проведения испытаний на вибрацию и испытаний на токовую нагрузку. Для одновременной изолировки и пайки соединения применяют термоусадочные паяльные муфты. Муфту, состоящую из термоусадочной трубки / (рис. 18), кольца припоя 3 и двух уплотнительных колец 2, надевают на место соединения проводов 4 и нагревают мощным рефлектором. Припой расплавляется, термоусадочная трубка при нагреве уменьшается в диаметре и плотно обжимает место провода. Получается герметичное и изолированное соединение. Использование печатных плат позволяет перейти от ручной пайки каждого электромонтажного соеди- 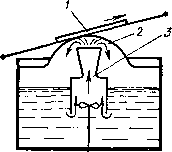 Рис. 19. Схема пайки волной расплавленного припоя нения к групповой пайке одновременно всех соединений, располагаемых на одной стороне платы. Групповую пайку выполняют погружением в расплавленный припой и волной припоя. При пайке погружением применяют защитную маску, которая накладывается на плату так, чтобы через сделанные в ней отверстия припой проникал к местам пайки. Пайка волной 2 (рис. 19) припоя осуществляется при движении платы / над ней, причем одновременно паяется группа соединений, размеры которой определяются размерами волны припоя. Это позволяет полностью автоматизировать процесс пайки. Волна припоя создается при перемещении его через сопло 3 устройством с приводом 4. § 15. Контроль качества электрического монтажа Качество электрического монтажа проводниками контролируют после его окончания илн после завершения отдельных технологических операций. Перечень и порядок проведения контрольных операций приводятся в технологических картах контроля. Контроль электромонтажа включает внешний осмотр, проверку целостности соединений схемы и состояния изоляции. Правильность установки электротехнических элементов при монтаже и правильность выполнения электрических соединений проверяют внешним осмотром. Если нарушена или отсутствует маркировка проводов или возникают сомнения в правильности подключения концов соединений, электрические цепи проверяют приборами. В серийном и массовом производстве для контроля правильности соединений при монтаже приборов применяют автоматические установки. Схема устройства для проверки электрических цепей с малыми сопротивлениями, например с короткозамкнутыми перемычками, замыканиями на корпус, приведена на рис. 20, а. На резисторах R1 - R4 собран мост постоянного тока, к точкам / и 2 которого шаговым 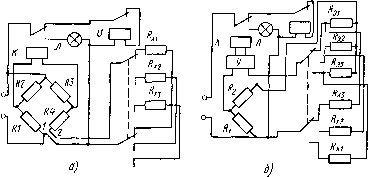 Рис. 20. Схемы устройств для проверки электрических цепей: а - с короткозамкнутыми перемычками, б - с резисторами искателем U последовательно подключают электрические цепи с резисторами, R,, R,2, Rjcs проверяемого монтажа. В случае ошибочного включения в цепь при монтаже резистора или конденсатора (разрыв цепи) из-за разбаланса моста по катушке К реле, включенной в диагональ моста, пойдет большой ток. Контакты реле разомкнут цепь питания шагового искателя, одновременно включив лампу Л сигнала брака. С помощью лимба, связанного с шаговым искателем, контролер может найти место ошибочного соединения, допущенного при монтаже. Схема устройства для проверки цепей с резисторами представлена на рис. 20, б. Шаговым искателем в плечи моста включают проверяемые цепи с резисторами Ri, R2y Rx3 и эталонные резисторы /?э, R2 /?эз. Включенный в диагональ моста усилитель постоянного тока У питает катушку реле К- Реле срабатывает, если сопротивление проверяемой цепи отличается от соответствующего эталонного сопротивления более чем на величину допуска. При контроле мест паек обращают внимание на наличие следов перегрева в местах соединении. Оплавление поливинилхлоридных трубок на перемычках из неизолированного провода не допускается. Перегревы при пайке могут привести к выходу из строя отдельных наиболее чувствительных к температуре элементов монтажа, например полупроводниковых приборов. После контроля места паек покрывают цветным лаком. (0) (1) (2) (3) (4) (5) (6) (7) (8) (9) (10) (11) (12) (13) (14) (15) (16) (17) ( 18 ) (19) (20) (21) (22) (23) (24) (25) (26) (27) (28) (29) (30) (31) (32) (33) (34) (35) (36) (37) (38) (39) (40) (41) (42) (43) (44) (45) (46) (47) (48) (49) (50) (51) (52) (53) (54) (55) (56) (57) (58) (59) (60) (61) (62) (63) (64) (65) (66) (67) (68) (69) (70) (71) (72) (73) (74) (75) (76) (77) (78) (79) (80) (81) (82) (83) (84) (85) (86) (87) (88) (89) |
|
|