
|
|
| Главная -> Книги (0) (1) (2) (3) (4) (5) (6) (7) (8) (9) (10) (11) (12) (13) (14) (15) (16) (17) (18) (19) (20) (21) (22) ( 23 ) (24) (25) (26) (27) (28) (29) (30) (31) (32) (33) (34) (35) (36) (37) (38) (39) (40) (41) (42) (43) (44) (45) (46) (47) (48) (49) (50) (51) (52) (53) (54) (55) (56) (57) (58) (59) (60) (61) (62) (63) (64) (65) (66) (67) (68) (69) (70) (71) (72) (73) (74) (75) (76) (77) (78) (79) (80) (81) (82) (83) (84) (85) (86) (87) (88) (89) (23) Продолжение табл. 8 Условное обозначение Пояснение
Допуск перпендикулярности оси выступа относительно основания 0,1 мм
Допуск симметричности отверстия Т 0,05 мм (допуск зависимый). База - плоскость симметрии поверхностей А
Позиционный допуск осей отверстий 0 0,2 мм. (допуск зависимый) k отд. 0 Допуск радиального биения поверхности относительно общей оси поверхностей А и Б 0,1 мм / 0,1 А Допуск торцевого биения на диаметре 20 мм относительно оси поверхности А 0,1 мм Полем допуска расположения называют область, внутри которой должны находиться поверхность, ось, центр или плоскость симметрии рассматриваемого элемента в пределах нормируемого участка. Позиционным допуском условно называют допуск на смещение оси или плоскости относительно номинального расположения. Допуски расположения или формы могут быть зависимыми и независимыми. Зависимым называют переменный допуск расположения: в чертеже указывают минимальный допуск, который разрешается превышать в зависимости от действительных размеров поверхностей. Зависимые допуски расположения назначают в тех случаях, когда необходимо обеспечить собираемость деталей, сопрягающихся одновременно по нескольким поверхностям. Зависимые допуски обычно контролируют комплексным калибром, являющимся прототипом сопрягающейся детали. Эти калибры всегда проходные, что гарантирует беспригоночную сборку изделий. Независимым называют постоянный допуск расположения (формы); в чертеже указывается максимальный допуск, который необходимо выдержать при любых действительных размерах поверхностей. Зависимый допуск обозначают буквой М и проставляется в кружочке в прямоугольной рамке рядом с величиной допускаемого отклонения. Шероховатостью поверхности называют совокупность ее неровностей с относительно малыми шагами на базовой длине / (рис. 23). Базовая длина выбирается из числового ряда 0,08; 0,25; 0,80; 2,5; 8 мм и зависит от высоты неровностей: чем они больше, тем больше базовая длина. Так, например, при высоте неров- 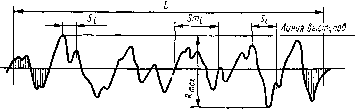 /1иния Рис, 23, Профнлограмма и основные параметры шероховатости поверхности 0.63 0.32 0,16 Хонингоботь Rz20i 0,63/ SmO,2/ 0,08/щ- Ш7, Ш, 7Z, "Ш-0) 6) б) г) Рис. 24. Примеры обозначения шероховатости поверхности на чертежах ностей до 0,1 мкм / = 0,08 мм, а при высоте 100- 400 мкм / = 8 мм. Основные параметры шероховатости: Ra - среднее арифметическое отклонение профиля; Rz - высота неровностей по десяти точкам (среднее арифметическое пяти наибольших высот и пяти наибольших впадин на базовой длине); R„ - наибольшая высота неровностей профиля; S,„ - средний шаг неровностей профиля; Smi - средний шаг по вершинам. Шероховатость на чертеже обозначается одним из условных знаков. Знак ставят на поверхность. вид обработки которой не устанавливается, зна указывает, что поверхность должна быть получена удалением слоя металла (точением, фрезерованием. шлифованием и т.д.); знак nQ ставят на поверхности, полученные литьем, ковкой и т. д., т. е. без удаления слоя материала. Поверхности, не обрабатываемые по данному чертежу, также обозначают знаком V- Над знаком ставятся числовые значения параметров шероховатости. Например, обозначение Rz2Q (рис. 24, а) указывает, что шероховатость поверхности нормируется параметром Rz не более 20 мкм, метод образования поверхности не устанавливается; обозначение 0,63 (рис. 24, б) - шероховатость Ra не более 0,63 мкм (символ Ra в обозначении не указывается), поверхность должна быть получена удалением слоя материала. Шероховатость может быть нормирована несколькими параметрами - их указывают столбиком (рис. 24, в); обозначение на этом рисунке указывает, (0) (1) (2) (3) (4) (5) (6) (7) (8) (9) (10) (11) (12) (13) (14) (15) (16) (17) (18) (19) (20) (21) (22) ( 23 ) (24) (25) (26) (27) (28) (29) (30) (31) (32) (33) (34) (35) (36) (37) (38) (39) (40) (41) (42) (43) (44) (45) (46) (47) (48) (49) (50) (51) (52) (53) (54) (55) (56) (57) (58) (59) (60) (61) (62) (63) (64) (65) (66) (67) (68) (69) (70) (71) (72) (73) (74) (75) (76) (77) (78) (79) (80) (81) (82) (83) (84) (85) (86) (87) (88) (89) |
|||||||||||||||||||||||||||||||||||||
|
|