
|
|
| Главная -> Книги (0) (1) (2) (3) (4) (5) (6) (7) (8) (9) (10) (11) (12) (13) (14) (15) (16) (17) (18) (19) (20) (21) (22) (23) (24) (25) (26) (27) (28) (29) (30) ( 31 ) (32) (33) (34) (35) (36) (37) (38) (39) (40) (41) (42) (43) (44) (45) (46) (47) (48) (49) (50) (51) (52) (53) (54) (55) (56) (57) (58) (59) (60) (61) (62) (63) (64) (65) (66) (67) (68) (69) (70) (71) (72) (73) (74) (75) (76) (77) (78) (79) (80) (81) (82) (83) (84) (85) (86) (87) (88) (89) (31) в технике эти параметры проверяют двумя способами - измерением и контролем. Измерением называют нахождение физической величины (длины, массы, электрического сопротивления и т. д.) с помощью специальных технических средств. При контроле обычно не находят действительные величины, а устанавливают, что они находятся в заданных пределах. Размеры, форму и взаимное расположение поверхностей деталей без определения действительных размеров в серийном производстве часто контролируют калибрами - бесшкальными инструментами. Измерения могут быть прямыми и косвенными. При прямом измерении величину находят непосредственно, например угол при измерении - угломером, длину - линейкой. При косвенном измерении величину находят на основании известной зависимости между этой величиной и величинами, подвергаемыми прямым измерениям (например, находят угол по измеренным длинам катета и гипотенузы). Косвенные измерения в некоторых случаях позволяют получить более точные результаты, чем прямые. Применяют различные методы измерений. Методом непосредственной оценки (абсолютное измерение) определяют измеряемую величину непосредственно по отсчетному устройству измерительного прибора. Например, определение диаметра вала микрометром, штангенциркулем. Метод сравнения с мерой (относительное измерение) заключается в сравнении измеряемой величины с известной. При относительных измерениях определяе- 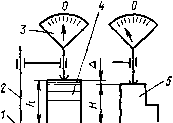 W7777777777777 /? Рис. 40. Пример относительного измерения: а - настройка по эталону, б - измерение размера деталей 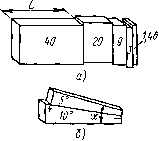 Рис. 41. Набор плиток (о) и угловых мер (б) мую величину сравнивают с известной мерой, или эталоном. Например, таким методом можно определить высоту Н детали. Вначале на измерительный столик / (рис. 40, а) устанавливают блок концевых мер 4 или эталон, имеющие известный размер h. Указатель прибора 3 на стойке 2 настраивают на нулевое деление. Затем под измерительный наконечник прибора устанавливают проверяемую деталь 5 (рис. 40, б) и на щкале прибора фиксируют отклонение указателя. Высоту детали находят по отклонению А от размера h, на который настроен прибор: H = h - lS. (в зависимости от отклонения стрелки прибора относительно нулевой отметки). В метрологии различают истинное и действительное значения. Истинное значение Л„ст может быть определено при отсутствии ошибок измерения. Отклонение результатов измерений от истинного значения /4„,„ измеряемой величины называют погрешностью (ошибкой) измерения. Абсолютная погрешность выражается в единицах измеряемой величины (мм, кг и т. д.) и равна = A,,„-A„„, относительная - равна отношению абсолютной погрешности к истинному значению физической величины Д/Лст. За истинное значение принимают действительное значение, полученное более точными измерениями. Измерительные средства выбирают с учетом их метрологических показателей. К основным показателям относятся: цена деления шкалы; интервал деления шкалы; допускаемая погрешность измерительного средства; диапазон измерений и измерительное усилие. Ценой деления шкалы, называется разность значений величин, соответствующих двум соседним отметкам шкалы. Цену деления не следует принимать за точность прибора, которая определяется погрешностью. Интервал деления шкалы - это расстояние между двумя соседними отметками. Допускаемой погрешностью измерительного средства называется наибольшая погрешность, при которой оно может быть допущено к применению. Диапазон измерений - область значений измеряемой величины, для которой нормированы допускаемые погрешности средства измерения. Погрешность измерения является результатом наложения элементарных ошибок, вызываемых различными причинами. Инструментальная погрешность определяется погрешностью применяемых средств измерения. Погрешность отсчитывания возникает из-за недостаточно точного отсчитывания показаний прибора. Погрешность интерполяции при отсчитывании про- 4-2231 97 исходит от недостаточно точной оценки на глаз доли деления шкалы, соответствуюшей положению указателя. Погрешность от параллакса возникает при наблюдении за стрелкой при отсчете в направлении, неперпендикулярном поверхности шкалы, когда стрелка расположена на некотором расстоянии от нее. Внешние ошибки возникают при отклонении условий применения от нормальных условий, например отклонения температуры от нормального значения 20° С. Погрешность измерения от измерительного усилия возникает в результате деформации измерительного средства и изделия в месте соприкосновения. Погрешности измерений не должны превышать /з допуска на изготовление. Точный выбор измерительных средств с учетом допускаемых погрешностей измерений для размеров до 500 мм регламентирует стандарт СТ СЭВ 303-76. Кроме методологических при выборе средств измерений учитываются их эксплуатационные и экономические показатели, к которым относят: повторяемость измеряемых размеров и доступность их для контроля; стоимость и надежность измерительных средств; продолжительность их работы (до ремонта); время, затрачиваемое на настройку и процесс измерения; массу, габаритные размеры и рабочую нагрузку на оператора. § 29. Плоскопараллельные концевые меры длины Наиболее точным средством измерения длины в машиностроении являются плоскопараллельные концевые меры длины - плитки. Их применяют для проверки точности измерительных приборов и инструментов, установки приборов на нуль отсчета, непосредственных измерений и т. д. Концевые меры длины представляют собой набор прямоугольных брусков из твердого сплава с различными размерами L (рис. 41, а), у которых две противоположные измерительные грани строго параллельны. Точно выполненные поверхности брусков обладают способностью притираться (сцепляться) силами молекулярного притяжения, что позволяет собирать их в блоки разных размеров. Притираемость и высокая точность - свойства концевых мер, определяющие их ценность как измерительных средств. Меры по точно-98 (0) (1) (2) (3) (4) (5) (6) (7) (8) (9) (10) (11) (12) (13) (14) (15) (16) (17) (18) (19) (20) (21) (22) (23) (24) (25) (26) (27) (28) (29) (30) ( 31 ) (32) (33) (34) (35) (36) (37) (38) (39) (40) (41) (42) (43) (44) (45) (46) (47) (48) (49) (50) (51) (52) (53) (54) (55) (56) (57) (58) (59) (60) (61) (62) (63) (64) (65) (66) (67) (68) (69) (70) (71) (72) (73) (74) (75) (76) (77) (78) (79) (80) (81) (82) (83) (84) (85) (86) (87) (88) (89) |
|
|