
|
|
| Главная -> Книги (0) (1) (2) (3) (4) (5) (6) (7) (8) (9) (10) (11) (12) (13) (14) (15) (16) (17) (18) (19) (20) (21) (22) (23) (24) (25) (26) (27) (28) (29) (30) (31) (32) (33) (34) (35) ( 36 ) (37) (38) (39) (40) (41) (42) (43) (44) (45) (46) (47) (48) (49) (50) (51) (52) (53) (54) (55) (56) (57) (58) (59) (60) (61) (62) (63) (64) (65) (66) (67) (68) (69) (70) (71) (72) (73) (74) (75) (76) (77) (78) (79) (80) (81) (82) (83) (84) (85) (86) (87) (88) (89) (36) 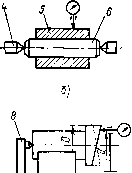 /у / Рис. 53. Проверка радиального биения на призмах (а), в центрах (б, е) и торцевого биения (г) торца детали полученную при измерении разность показаний прибора следует умножить на отношение Did. Шероховатость обработанной поверхности контролируют путем сравнения ее со стандартными образцами шероховатости, с аттестованной деталью или с помощью микроскопов, а также контактным и бесконтактным методами. Метод сравнения широко используют в производственных условиях. Стандартные образцы шероховатости представляют собой плитки площадью 20X30 мм, набор которых для удобства пользования закрепляют в оправке. Наборы комплектуют по видам механической обработки рабочих поверхностей плиток: наружное точение, внутреннее растачивание, торцевое фрезерование, строгание, круглое шлифование, плоское шлифование и т. д. Шероховатость определяют визуально или. осязанием, проводя ногтем поперек следов обработки детали и образца. Наиболее достоверные результаты получаются, если деталь сравнивается с образцом, прошедшим не только тот же вид обработки, но и выполненным из того же материала. Визуальный метод обычно применяют при оценке шероховатости в пределах /?г = 50-+0,4 мкм. Правильность контроля в значительной степени зависит от опыта и квалификации контролера, а также от вида и интенсивности освещения. Точность контроля повышается (до Rz = 0,8 мкм, 9-й класс шероховатости) с применением лупы или микроскопа. Микроскоп позволяет одновременно рассматривать контролируемую и образцовую поверхности, находящиеся в поле (до Rz = 0,l мкм, 12-й класс шероховатости) при одинаковом увеличении и одинаковых условиях освещения. Контрольные вопросы /. ¥7-0 вам известно о средствах и методах измерений? 2. Какие ошибки возможны при измерениях? 3. Какую роль играют плоскопараллельные концевые меры длины в измерениях? 4. Каковы устройства и виды штангенинструментов? 5. Каковы принципы устройства микрометрических инструментов и их виды? б Для каких целей предназначены измерительные головки? Каким путем достигается точность их показаний? 7. Что собой представляют косвенные методы измерения углов? 8. Как контролируют форму и расположение поверхностей? 9. Какое влияние на работу изделий оказывают отклонение формы, расположение и шероховатость поверхности? ГЛАВА VI ЭЛЕКТРИЧЕСКИЕ ИЗМЕРЕНИЯ § 35. Средства электрических измерений Основными средствами электрических измерений являются меры, измерительные приборы и преобразователи. Мера - это вещественно воспроизведенная, т. е. изготовленная, единица физической величины, кратная ей или дольная ее часть. Мерой, например, служит измерительная катушка сопротивления. Электроизмерительные приборы преобразуют информацию об измеряемой величине в форму, доступную для восприятия. Например, в стрелочных приборах измеряемая величина преобразуется в перемещении подвижной части прибора с закрепленной на ней стрелкой. К измерительным преобразователям относятся, например, измерительные трансформаторы, делители напряжения, шунты. Они передают информацию для дальнейшего ее преобразования. В зависимости от использования приемов и средств измерений различают методы непосредственной оценки и методы сравнения. в приборах непосредственной оценки, или показывающих (амперметр, вольтметр и др.), измеряемую величину определяют по показанию прибора, щкала которых проградуироваиа в соответствующих единицах. В приборах сравнения измеряемая величина сравнивается с мерой. Широкое применение находят наборы мер, например магазины сопротивлений. Методами сравнения достигается большая точность измерения, чем методами непосредственной оценки, но процесс измерения методами сравнения более сложен. Общими характеристиками электроизмерительных приборов являются: их погрешности, вариация показаний, чувствительность, потребляемая мощность, время установления показаний и надежность. Абсолютной погрещиостью Д прибора называют разность между показанием прибора Л„р и действительным А значением измеряемой величины: Д = Л„р-А. Действительное значение находят, используя более точные методы и средства измерений. Относительная погрещиость б представляют собой отнощение абсолютной погрещности к действительному (или измеренному) значению измеряемой величины, выраженное в процентах: 6 = = (Д/Л)100«(Д/Л„р)100. Приведенная погрещность у - это отнощение абсолютной погрещности к верхнему пределу измерений А прибора у=(А/ /Л„,ах)00- Д-"" приборов с двусторонней щкалой, у которых нулевая отметка находится посередине ее, Y = (А/(4тах+-тах)IOO где А и Ла, - верхние пределы измерений вправо и влево от нуля. Для приборов с безнулевой щкалой (например, для частотомеров) Y = [А/0,5 (Аз, -f А„,„)]-100. В зависимости от условий возникновения различают основную и дополнительную погрешности. Основной погрещиостью называют погрещность средств измерений при использовании их в нормальных условиях, т. е. при нормальном положении, температуре окружающей среды 20 ±5° С, отсутствии виещиих электрического и магнитного полей (кроме земного) и т. д. Дополнительная погрешность возникает при отклонении условии эксплуатации от нормальных. Государственные стандарты устанавливают классы точности различных приборов, которые характеризуются числом, указывающим наибольшую основную приведенную погрешность. Амперметры и вольтме.тры выпускаются классов 0,05; 0,1; 0,2; 0,5; 1,0; 1,5; 2,5; 4,0 и 5,0. Например, класс точности 0,2 на вольтметре с верхним пределом измерения 150 В означает, что его основная погрешность не должна быть больше 0,2%, т. е. Y=(A/max)100=(A/150)100<0,2%. (0) (1) (2) (3) (4) (5) (6) (7) (8) (9) (10) (11) (12) (13) (14) (15) (16) (17) (18) (19) (20) (21) (22) (23) (24) (25) (26) (27) (28) (29) (30) (31) (32) (33) (34) (35) ( 36 ) (37) (38) (39) (40) (41) (42) (43) (44) (45) (46) (47) (48) (49) (50) (51) (52) (53) (54) (55) (56) (57) (58) (59) (60) (61) (62) (63) (64) (65) (66) (67) (68) (69) (70) (71) (72) (73) (74) (75) (76) (77) (78) (79) (80) (81) (82) (83) (84) (85) (86) (87) (88) (89) |
|
|