
|
|
| Главная -> Книги (0) (1) (2) (3) (4) (5) (6) (7) (8) (9) (10) (11) (12) (13) (14) (15) (16) (17) (18) (19) (20) (21) (22) (23) (24) (25) (26) (27) (28) (29) (30) (31) (32) (33) (34) (35) (36) (37) (38) (39) (40) (41) (42) (43) (44) (45) (46) (47) (48) ( 49 ) (50) (51) (52) (53) (54) (55) (56) (57) (58) (59) (60) (61) (62) (63) (64) (65) (66) (67) (68) (69) (70) (71) (72) (73) (74) (75) (76) (77) (78) (79) (80) (81) (82) (83) (84) (85) (86) (87) (88) (89) (49) несколько угловых минут. Ток в рамку подводят через противодействующие моментные пружины, токопод-воды и их комбинации. Взаимное расположение деталей и сборочных единиц измерительного механизма определяет точность показаний прибора. Например, следует выдерживать соосность подвижной и неподвижной частей, обеспечивать свободное перемещение подвижной части относительно неподвижной в пределах предусмотренного угла отклонения. Рабочий зазор должен оставаться постоянным или изменяться в заданных пределах. В процессе эксплуатации не должны изменяться взаимное расположение элементов механизма, их геометрическая форма и физические параметры (сопротивление рамки, крутящий момент пружины и растяжек, магнитный поток и т. д.) Подгонка деталей и сборочных единиц с применением механической обработки должна быть исключена из процесса сборки. Сборка механизма с подвижной частью на кернах начинается с комплектования (сборки) обоймы, на которой закрепляют подвижную часть и сердечник. Сердечник крепят на обойме, устанавливают подпятники, надевают на них корректор и закрепляют контргайкой. Качество сборки скомплектованной обоймы контролируют, проверяя плавность вращения подпятников, люфт в их резьбе (должен отсутствовать), плавность хода рычага корректора и соответствие сборки требованиям чертежа. Следующая операция - установка подвижной части в обойму - требует особо тщательного выполнения. Перед установкой проверяют (пробником) электрическую цепь подвижной части, состояние пружин, чистоту букс и кернов. Расположение концов пружин должно соответствовать чертежу, не допускаются деформации и изгибы витков. Загрязненные поверхности букс и кернов очищают кистью, смоченной в спирте. После установки подвижной части в подпятники шаблоном проверяют зазор между подвижной и неподвижной частями. При отклонении зазора от заданного дефект устраняют регулировкой, которая заключается в допустимом данной конструкцией перемещении, или правкой подвижной части. Перемещением подпятников подвижную часть магнитоэлектрических приборов устанавливают симметрично 150 относительно торцов сердечника магнита, после чего нижний подпятник стопорят винтом и контровочной краской. Осевой зазор в опорах регулируют перемещением верхнего подпятника. Эта операция требует определенного навыка. Обычно зазор в приборах с подвижной частью на полуосях выдерживают в пределах 0,025-0,03 мм, а в приборах на осях - 0,03-0,04 мм. При малых зазорах возможен зажим подвижной части в подпятниках, при больших - ось подвижной части может оказаться смещенной от номинального положения. При этом увеличивается момент трения в опоре и возникает так называемая погрешность от опрокидывания. При сборке приборов невысокого класса точности зазор контролируют по перемещению конца стрелки при легком покачивании измерительного механизма в плоскости, проходящей через ось. Точно измеряют зазор с помощью микроскопа или проекционного аппарата. Концы пружин после регулировки зазора припаивают к корректору и токоподводу. Запрещается изгибать и обрезать концы пружины, так как это приводит к постепенному изменению ее упругих свойств при эксплуатации прибора. После пайки пружины выправляют, располагая их перпендикулярно оси подвижной части, обеспечивая равные зазоры между витками. При контроле сборки проверяют электрическую цепь измерительного механизма (пробником), при контроле пружин - наличие зазоров между витками (отсутствие их слипания), для чего поворачивают подвижную часть на максимальный угол. Чистоту и геометрию зазоров между сердечником и рамкой контролируют с помощью лупы с 5-кратным увеличением после сборки обоймы с подвижной частью. В приборах высокого класса точности после сборки механизма уравновешивают подвижную часть, устанавливая механизм в технологический корпус и перемещая по усам стрелкодержателя противовесы или нанося легкоплавкий припой на плоский ус. Для контроля этой операции прибор наклоняют на 10° в трех взаимно перпендикулярных от его рабочего положения направлениях. Отклонения стрелки прибора при наклонах должны быть не больше допустимых. 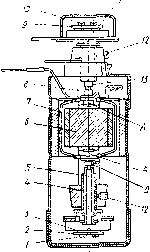 Рис 81. Закрытый измерительный механизм с подвижной частью па растяжках /, 10- винты. 2, 9 - планки, 3, II - амортизационные пр\жины, 4 li - втулки, 5 - растяжки, 6 - сердечник 7 - подвижная часть, 8 - буксы, 12 - винт Рис. 82. Измерительный механизм магнитоэлектрического гальвано метра / - магнитная система. 2 -зеркаю 3 ~ подвес, 4 - эксцентрик, 5 - ручка арретира, 6 - толкатель, 7 - пружина, 8,9 - токоподводы, 10 - рамка 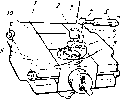 С целью стабилизации параметров магнитов измерительные механизмы магнитоэлектрических приборов после уравновешивания частично (на 5-20%) размагничивают, помещая их в поле катушки, питаемой регулируемым переменным током. Измерительные механизмы большинства приборов подвергают термическому старению при температуре 50-80° С в течение 2-3 ч для снятия механических напряжений в деталях, а также стабилизации магнитов и других элементов. Механизмы приборов классов точности 0,5 и 0,2 подвергают старению несколько раз, что способствует более полной стабилизации элементов. После термического проводят естественное старение на воздухе, а затем проверяют уравновешенность подвижной части. Сборка измерительного механизма на растяжках требует особой осторожности, так как их можно легко повредить. При сборке закрытого механизма подвижная часть 7 (рис. 81) надевается на сердечник 6 и временно (до натяжения растяжек) фиксируется клиньями в точках А. Рамка должна быть установлена симметрично относительно сердечника. Пинцетом свободные концы растяжек 5 сначала протягивают через отверстия в верхней и нижней частях обоймы, затем (0) (1) (2) (3) (4) (5) (6) (7) (8) (9) (10) (11) (12) (13) (14) (15) (16) (17) (18) (19) (20) (21) (22) (23) (24) (25) (26) (27) (28) (29) (30) (31) (32) (33) (34) (35) (36) (37) (38) (39) (40) (41) (42) (43) (44) (45) (46) (47) (48) ( 49 ) (50) (51) (52) (53) (54) (55) (56) (57) (58) (59) (60) (61) (62) (63) (64) (65) (66) (67) (68) (69) (70) (71) (72) (73) (74) (75) (76) (77) (78) (79) (80) (81) (82) (83) (84) (85) (86) (87) (88) (89) |
|
|