
|
|
| Главная -> Книги (0) (1) (2) (3) (4) (5) (6) (7) (8) (9) (10) (11) (12) (13) (14) (15) (16) (17) (18) (19) (20) (21) (22) (23) (24) (25) (26) (27) (28) (29) (30) (31) (32) (33) (34) (35) (36) (37) (38) (39) (40) (41) (42) (43) (44) (45) (46) (47) (48) (49) (50) ( 51 ) (52) (53) (54) (55) (56) (57) (58) (59) (60) (61) (62) (63) (64) (65) (66) (67) (68) (69) (70) (71) (72) (73) (74) (75) (76) (77) (78) (79) (80) (81) (82) (83) (84) (85) (86) (87) (88) (89) (51) крепления стекла не должны выступать за край крышки или корпуса. На циферблате не должно быть повреждений окраски, вкраплений, отличаюшихся от основного фона, ворса и царапин. При этом проверяют четкость очертаний цифр и знаков; их расположение должно соответствовать чертежу. У зеркальных шкал проверяют чистоту и отсутствие искажений зеркала. Винты и гайки в неподвижных соединениях прибора должны быть надежно завинчены и законтрены краской или другим способом (в соответствии с требованиями чертежа), их шлицы или грани не должны иметь повреждений. Все пайки должны быть блестящими, гладкими, покрытыми цветным прозрачным лаком. Корректор должен вращаться без заеданий, не иметь качки и сохранять положение при повороте на любой угол. Шлиц винта корректора не должен иметь повреждений. В приборах с арретиром проверяют его работу, с магнитоиндукционным успокоителем - чистоту зазора успокоителя и положение ег.о сектора в зазоре, с подвижной частью на растяжках - положение ограничителей, с подвижной частью на подвесе - установку уровня при правильном взаимном расположении подвижной и неподвижной частей, на кернах - осевой зазор в опорах и стопорение винтов подпятников. В заключение контролируют уравновешенность подвижной части и работу корректора, который при вращении винта должен отклонять стрелку на заданное расстояние. Затем прибор закрывают, проверяют на соответствие стандартам или техническим условиям и пломбируют. Необходимость регулировки собранных приборов вызвана возможными погрешностями при изготовлении деталей, разбросом их физических параметров, а также неточностью расположения деталей и сборочных единиц прибора. Так, момент сопротивления у пружин может отличаться от номинального значения на 5-12%, у растяжек -на 6-10%. Разница в диаметрах обмоточных проводов, удельном сопротивлении проводников и неточности при намотке приводит к значительному (до 20%) разбросу сопротивления обмотки. Способ регулировки зависит от системы прибора и конструкции его измерительного механизма, а также от электрической схемы его внутренних соединений, класса точности и чувствительности. Основная задача ре1улировки - обеспечить определенный угол отклонения подвижной части при заданном значении измеряемой величины. Угол отклонения определяется вращающим и противодействующим моментами. При регулировке изменяют сопротивление рамок, катушек и измерительных цепей прибора, индукцию в рабочем зазоре, противодействующий момент, форму и взаимное расположение отдельных деталей измерительного механизма. В магнитоэлектрических приборах угол отклонения чаще всего регулируют размагничиванием постоянных магнитов или изменением магнитного потока в рабочем зазоре за счет перемещения магнитного шунта. Регулировка размагничиванием применима, когда прибор дает завышенные показания. Для этого регулируемый прибор РП (рис. 83) с нанесенными на шкалу начальной и конечной отметками располагают между размагничивающими катушками К. Корректором указатель устанавливают на начальную отметку шкалы. Ключом В включают питание и реостатом R по образцовому прибору ОП устанавливают заданный ток потребления от источника Е (указатель при этом должен перейти конечную отметку шкалы). Затем автотрансформатором Т ток в катушках К изменяют от нуля до некоторого значения и снова уменьшают до нуля. Постепенно увеличивая ток в размагничивающих катушках, добиваются, чтобы указатель регулируемого прибора установился на конечную отметку шкалы. Магнитные шунты устанавливают в приборах высокого класса точности и в приборах с бескаркасными рамками, регулировка которых размагничиваем не ОП РП\ 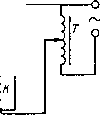 Рис 83 Схема регулировки размагничиванием дает необходимой точности из-за дрожания рамки. Многопредельные приборы регулируют также изменением сопротивления измерительной цепи, для чего в нее включают подгоночный резистор, сопротивление которого можно изменять в процессе регулировки. Различают стандартные и индивидуальные шкалы. Стандартные шкалы применяют в условиях массового производства приборов 1,5; 2,5 и 4,0 классов точности. Их не градуируют, а только сверяют показания прибора в определенных точках шкалы с показаниями образцового прибора. Индивидуальные шкалы применяют в приборах высоких классов точности. Отметки на них наносят после градуировки каждого экземпляра прибора. Для этого прибор с чистым основанием шкалы включают в измерительную цепь и по образцовому прибору наносят соответствуюшие отметки. После градуировки проверяют правильность нанесения отметок. Затем шкалу передают на вычерчивание отметок и вновь устанавливают на прибор. Плоские шкалы в стрелочных приборах классов точности 1,0; 1,5; 2,5 обычно закрепляют винтами. После установки шкалы проверяют расстояние между стрелкой и шкалой, которое должно быть одинаковым по длине стрелки и при перемешении ее по всей шкале. Это расстояние для шкал длиной до 60 мм не должно превышать 1,5 мм. Шкалы переносных приборов 0,1; 0,2; 0,5 классов точности обычно имеют дугообразный вырез, закрытый сзади зеркалом. Такие шкалы ориентируют штифтами, чтобы они не смещались при повторной установке после градуирования. Приборы классов точности 1,0; 1,5 и 2,5 градуируют по образцовым (более точным) приборам. После градуировки проверяют погрешность на каждой нанесенной отметке, устанавливая указатель проверяемого прибора на отметках и отсчитывая погрешность по образцовому прибору. Приборы высоких классов точности градуируют по образцовым катушкам сопротивления, с применением делителей напряжения, измерительных потенциометров, образцовых магазинов сопротивления и других устройств, позволяющих достичь необходимой точности измерений. Точность показаний и чувствительность электроизмерительных приборов в процессе эксплуатации (0) (1) (2) (3) (4) (5) (6) (7) (8) (9) (10) (11) (12) (13) (14) (15) (16) (17) (18) (19) (20) (21) (22) (23) (24) (25) (26) (27) (28) (29) (30) (31) (32) (33) (34) (35) (36) (37) (38) (39) (40) (41) (42) (43) (44) (45) (46) (47) (48) (49) (50) ( 51 ) (52) (53) (54) (55) (56) (57) (58) (59) (60) (61) (62) (63) (64) (65) (66) (67) (68) (69) (70) (71) (72) (73) (74) (75) (76) (77) (78) (79) (80) (81) (82) (83) (84) (85) (86) (87) (88) (89) |
|
|