
|
|
| Главная -> Книги (0) (1) (2) (3) (4) (5) (6) (7) (8) (9) (10) (11) (12) (13) (14) (15) (16) (17) (18) (19) (20) (21) (22) (23) (24) (25) (26) (27) (28) (29) (30) (31) (32) (33) (34) (35) (36) (37) (38) (39) (40) (41) (42) (43) (44) (45) (46) (47) (48) (49) (50) (51) (52) (53) (54) (55) (56) (57) (58) (59) (60) ( 61 ) (62) (63) (64) (65) (66) (67) (68) (69) (70) (71) (72) (73) (74) (75) (76) (77) (78) (79) (80) (81) (82) (83) (84) (85) (86) (87) (88) (89) (61) 4. Как устроен автомат? 5. Какие функции и с помощью каких устройств выполняет магнитный пускатель? 6. Каковы устройство и назначение электрических реле? ГЛАВА IX ТЕХНОЛОГИЯ и КОНТРОЛЬ СБОРКИ НИЗКОВОЛЬТНЫХ ЭЛЕКТРИЧЕСКИХ АППАРАТОВ § 55. Контроль сборки контактов Нагрев контактов при работе аппарата зависит не только от проходящего тока, но и от переходного сопротивления, которое определяется состоянием сочлененных поверхностей и нажатием. Перед сборкой проверяют контактные поверхности деталей. Они должны иметь чистую, ровную, гладкую, без оксидной пленки поверхность, плотно без просветов прилегать друг к другу по всей линии соприкосновения (при линейном контакте) и по всей плоскости (при плоскостном контакте). В винтовых, развальцованных, клепаных контактных соединениях должно быть плотное и надежное сочленение деталей. Усилие нажатия необходимо выдерживать в заданных пределах, В контактах с пружинящими деталями нажатие проверяют динамометром. Надежная работа коммутирующих контактов во многом зависит от правильной их сборки. Неподвижные элементы контактов должны быть точно установлены на геометрических осях аппарата, их контактные поверхности - находиться на одной высоте по отношению к базовой детали. Все детали контактов надежно закрепляют. В процессе сборки необходимо обеспечить правильное расположение и перемещение подвижных контактов. Смещение их относительно осей неподвижных контактов должно не выходить за заданные пределы (если нет специальных указаний о допустимом смещении, то площадь совпадения контактных поверхностей не менее 70%). Раствор контактов определяют для каждого аппарата. В многополюсных аппаратах все полюсы должны включаться одновременно. Допустимые отклонения растворов контактов, неодновременность их касания и смещение подвижных контактов исчисляют долями миллиметра в малых аппаратах и единицами миллиметров в больших; перекосы контактов недопустимы. Раствор контактов h замеряют между двумя ближайшими точками неподвижных / (рис. 103, а) и по-186 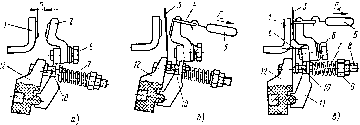 Рис. 103. К измерению раствора (а), начального (б) и конечного (в) нажатий контактов; /, 2 - неподвижный и подвижный контакты, 3 - бумажная полоска, 4 - петля, 5 - динамометр, 6, 10 - винты, 7 - пружина, S - болт, 9 - ганка, - рычаг, 12 - коитактодержатель движных 2 (закреплен винтом 6 на рычаге ) контактов калибром или универсальным средством измерения при выключенном положении аппарата. Начальное нажатие определяется усилием пружины 7, закрепленной болтом 8 с гайкой 9. Его проверяют при разомкнутых контактах. Для этого тонкую полоску бумаги 3 (рис. 103, б) зажимают между держателем 12 и регулировочным винтом 10, слегка оттянув подвижный контакт вправо. На подвижный контакт надевают петлю 4 из проволоки или прочной ленты (например, киперной), цепляя за нее динамометр 5. Прикладывая постепенно нарастающее усилие по направлению движения контакта при размыкании (примерно перпендикулярно его поверхности), фиксируют момент, когда полоска бумаги легко вытягивается. Динамометр покажет начальное нажатие Начальное нажатие изменяют вращением регулировочного винта 10 или другого регулировочного приспособления. Конечное нажатие F к замеряют во включенном положении контактора (рис. 103,в). В этом случае полоску бумаги 3 прокладывают между неподвижным и подвижным контактами. Петлю оттягивают динамометром до тех пор, пока контакты не разойдутся настолько, чтобы можно было передвигать бумагу. Конечное нажатие в контакторах серии КТ не регулируют, а только контролируют. Если оно не соответствует заданному, контактную пружину 7 заменяют. Провал контакта t в большинстве конструкций замерить практически невозможно. Поэтому в контакто- 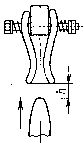  Рис. 104. Параметры h и I клиновых контактов рах измеряют зазор между держателем 12 и болтом 8, размеру которого пропорционален провал главных контактов в замкнутом положении магнитной системы контактора. От значения провала зависит конечное нажатие. Зазор измеряют щупом. В контактах врубного типа контактное нажатие, определяемое усилием вытягивания ножей из губок, обеспечивается подбором пружин, формой и материалом губок. Плотность прилегания контактов проверяют щупом шириной 10 мм и толщиной 0,05 мм. Щуп должен входить между соприкасающимися контактами на глубину не более 6 мм. Ножи при включении не должны ударяться о торцы губок. Для измерения h, t п Рк клиновых контактов врубного типа можно воспользоваться схемой рис. 104. Одновременность касания контактов контролируют в многополюсных аппаратах. Для этого подвижную систему приводят в медленное движение. При касании одной из пар контактов замеряют зазоры в других контактных парах. Допуски на неодновременность касания задаются обычно в миллиметрах. Для многополюсных контакторов и пускателей эти допуски составляют 0,3-0,5 мм. Момент для измерений определяют визуально или по защемлению между контактами полоски тонкой бумаги. Последовательность замыкания и размыкания контактов проверяют, если в одной цепи есть более одного контакта с разными функциями. Например, в одной цепи воздушного автомата серии АВМ работают три контактные пары, включенные параллельно: главные, промежуточные и дугогасительные. Каждая из этих пар должна срабатывать одновременно с одноимен-188 (0) (1) (2) (3) (4) (5) (6) (7) (8) (9) (10) (11) (12) (13) (14) (15) (16) (17) (18) (19) (20) (21) (22) (23) (24) (25) (26) (27) (28) (29) (30) (31) (32) (33) (34) (35) (36) (37) (38) (39) (40) (41) (42) (43) (44) (45) (46) (47) (48) (49) (50) (51) (52) (53) (54) (55) (56) (57) (58) (59) (60) ( 61 ) (62) (63) (64) (65) (66) (67) (68) (69) (70) (71) (72) (73) (74) (75) (76) (77) (78) (79) (80) (81) (82) (83) (84) (85) (86) (87) (88) (89) |
|
|