
|
|
| Главная -> Книги (0) (1) (2) (3) (4) (5) (6) (7) (8) (9) (10) (11) (12) (13) (14) (15) (16) (17) (18) (19) (20) (21) (22) (23) (24) (25) (26) (27) (28) (29) (30) (31) (32) (33) (34) (35) (36) (37) (38) (39) (40) (41) (42) (43) (44) (45) (46) (47) (48) (49) (50) (51) (52) (53) (54) (55) (56) (57) (58) (59) (60) (61) (62) ( 63 ) (64) (65) (66) (67) (68) (69) (70) (71) (72) (73) (74) (75) (76) (77) (78) (79) (80) (81) (82) (83) (84) (85) (86) (87) (88) (89) (63) 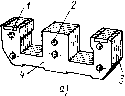 5) 8} Рис 106 Шихтованный магнитопровод (а), крепление короткозамкнутого витка отгибкой пластины (б) и расчеканкой (а) проверяют на прочность, изгибая образцы на стержне 0 30 мм (не должно быть отслаивания пленки). Измеряют активные сечения магнитопроводов, по которым проходит магнитный поток, массу (взвешивают), которая обычно указывается в чертеже. Шихтованные из пластин / (рис. 106, а) магнитопроводы при сборке сжимают в оправке и фиксируют пластины по контуру, что предотврашает их смещение при прессовке. Давление прессовки выбирают таким, чтобы получить монолитный пакет, но не нарушить изоляцию 3 между пластинами. Затем пакет скрепляют заклепками 2 и при необходимости для повышения его монолитности с двух сторон устанавливают утолщенные крайние листы 4. Короткозамкнутые витки фиксируют от перемещения отгибанием пластин 5 (рис. 106,6), закрепленных с двух сторон на магни-топроводе, или расчеканкой в пазу в виде ласточкина хвоста (рис., 106, е). При контроле магнитопровода тщательно проверяют надежность крепления витков, ослабление которых часто происходит при эксплуатации (в результате ударов якоря о сердечник при включении аппарата). Пластины небольших магнитопроводов можно склеивать, а не стягивать их между утолщенными крайними листами. Это позволяет получить монолитный магнитопровод со скрепленными по всей поверхности листами. Сердечники и якори должны плотно прилегать друг к другу. Поверхности их прилегания обрабатывают на металлорежущих станках. Так как после сборки магнитопроводы не отжигают, для сохранности их магнитных свойств припуски на механическую обработку оставляют минимальными. Обработку производят при малых глубине и подаче, усилие резания должно быть 192  Рис 107. Витой разрезной магнито-провод 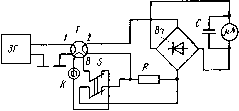 Рис. 108. Схема измерения параметров магнитопровода ЗГ - звуковой генератор, Т - трансформатор, 5 - выключатель, К - магнитОЕтровод, В - разъемный короткозамкнутый виток, цД - индикатор, R - резистор, С-конденсатор, Вп - выпрямитель, /, 2 - первичная и вторичная обмотки трансформатора направлено вдоль пластин для исключения наволакивания металла на соседние пластины и замыкания их заусенцами. Ленточные магнитопроводы изготовляют навивкой, а разрезные - навивкой с последующей разрезкой или гибкой пачки пластин. Перед навивкой начало ленты закрепляют точечной сваркой в точке / (рис, 107), конец ленты после навивки также приваривают в точке 2. Разрезают навитые ленточные магнитопроводы на П-образные части в специальном приспособлении фрезой или плоским абразивным кругом. Половинки магнитопровода, скрепленные струбцинами, термооб-рабатывают, пропитывают в полимерном лаке и запекают, создавая монолитность. Ленту для навивки магнитопроводов очищают от загрязнений и антикоррозионной смазки растворителями, затем промывают в воде, просушивают и режут на полосы на многодисковых ножницах. Кромку ленты зачищают от заусенцев наждачным кругом или электрополированием в электролите, состоящем из раствора серной и фосфорной кислот с добавлением хромового ангидрида. Электрополирование проводится в течение 5-10 мин при плотности тока 25-10 А/м и температуре электролита 20-30° С. За это время края ленты скругляются. Изоляция между витками ленты в магнитопроводе должна обладать достаточным сопротивлением и небольшой толщиной, чтобы не снижать коэффициент заполнения сталью магнитопровода. Для изоляции 7-2231 193 ленты применяют суспензионйый раствор кремниевой кислоты в ацетоне и другие составы. Часто изоляцию наносят методом электрофореза, основанным на перемещении частиц коллоидного раствора между электродами, которые помещены в этот раствор. Частицы осаждаются на поверхности одного из электродов (ленте, протягиваемой через ванну с раствором). Установки для электрополирования и электрофореза объединяются в единую линию, в конце которой лента наматывается на оправку. В процессе резки, навивки, шлифования в ленточных магнитопроводах возникают напряжения, ухудшающие магнитную проводимость. Для снятия напряжений и восстановления магнитных свойств магнитопроводы термообрабатывают в водородных или вакуумных печах: помещают в печь и при закрытом люке вакуумируют ее объем до (0,13-0,65)-10 Па, затем, нагревают с выдержкой при заданной температуре и медленно охлаждают. После термообработки магнитопроводы не должны подвергаться ударам, сжатию от затяжки, механической обработке и другим воздействиям. При повышенных частотах для уменьшения потерь применяют прессованные магнитопроводы из металлопорошков, смешанных с изоляционной смолой. Смесь прессуют и запекают в пресс-формах, получая изделия различной конфигурации. Контроль ленточных магнитопроводов начинают с внешнего осмотра и производят отбраковку по видимым дефектам. Затем измеряют их геометрические размеры и сопротивление (омметром) между началом и концом уложенных витков ленты. При хорошей межленточной изоляции омическое сопротивление должно быть равно сопротивлению развернутой (по длине) ленты. Магнитные свойства магнитопровода проверяют на приборе, снабженном разъемными витками, выводы от которых соединяют с измерительными приборами. В первичную обмотку, образуемую на магнитопроводе разъемными витками, подают ток, измеряемый амперметром. Во вторичной обмотке индуцируется эдс, измеряемая вольтметром. По данным измерения, числам витков обмоток и размерам магнитопровода определяют индукцию, напряженность магнитного поля и магнитную проницаемость. Прибор снабжен (0) (1) (2) (3) (4) (5) (6) (7) (8) (9) (10) (11) (12) (13) (14) (15) (16) (17) (18) (19) (20) (21) (22) (23) (24) (25) (26) (27) (28) (29) (30) (31) (32) (33) (34) (35) (36) (37) (38) (39) (40) (41) (42) (43) (44) (45) (46) (47) (48) (49) (50) (51) (52) (53) (54) (55) (56) (57) (58) (59) (60) (61) (62) ( 63 ) (64) (65) (66) (67) (68) (69) (70) (71) (72) (73) (74) (75) (76) (77) (78) (79) (80) (81) (82) (83) (84) (85) (86) (87) (88) (89) |
|
|