
|
|
| Главная -> Книги (0) (1) (2) (3) (4) (5) (6) (7) (8) (9) (10) (11) (12) (13) (14) (15) (16) (17) (18) (19) (20) (21) (22) (23) (24) (25) (26) (27) (28) (29) (30) (31) (32) (33) (34) (35) (36) (37) (38) (39) (40) (41) (42) (43) (44) (45) (46) (47) (48) (49) (50) (51) (52) (53) (54) (55) (56) (57) (58) (59) (60) (61) (62) (63) ( 64 ) (65) (66) (67) (68) (69) (70) (71) (72) (73) (74) (75) (76) (77) (78) (79) (80) (81) (82) (83) (84) (85) (86) (87) (88) (89) (64) осциллографом, по изображению петли гистерезиса на экране которого, пользуясь масштабом, определяют потери в стали магнитопровода. Прессованные магнитопроводы проходят 100%-ный контроль размеров и внешнего вида - трешины и сколы не допускаются. Магнитные параметры измеряют на установке, состоящей из генератора звуковых частот и приставки. Ток низкой частоты со звукового генератора подается в первичную обмотку / (рис. 108) измерительного трансформатора Т. Напряжение со вторичной обмотки 2 трансформатора через выпрямитель ВП подается на индикатор цА. Разъемным короткозамкнутым витком В испытуемый магни-топровод К связан с сердечником трансформатора. Добавочный резистор R служит для защиты индикатора от перегрузок при размыкании короткозамкну-того витка. Выходное напряжение на звуковом генераторе устанавливают по эталонным магнитопроводам (кольцам). Для каждого исполнения контролируемых магнитопроводов имеется соответствующая шкала (график) индикатора, по которому определяется магнитная проницаемость. § 57. Изготовление и контроль катушек Основной частью катушки является состоящая из витков обмотка, выполняемая из проводникового материала - неизолированных медных (алюминиевых) шин или обмоточного провода. в зависимости от числа витков и сечеиия провода различают катушки миогоампериые и многовитковые. Многоамперные катушки имеют сравнительно небольшое число витков, большое сечение провода и включаются обычно последовательно с другими элементами аппарата. Многовитковые катушки наматываются из обмоточного провода небольшого сечения и включаются на полное напряжение сети. Многоамперные катушки обычно навивают из шин плашмя (с изгибанием на широкую сторону) или на ребро (рис. 109, а). При значительных сечениях витки катушек могут быть изготовлены путем образования спиральной прорези 4 в трубчатой заготовке (рис. 109,6), одно-, двухвитковые дугогасительные катушки - методом точного литья. 7* 195 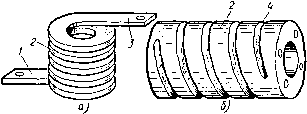 Рис. 109. Многоампериые витая (а) и точеная (б) катушки: 1,3 - выводы, 2 - витки, 4 - прорезь ВидЪ 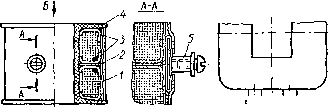 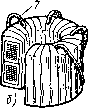 Рис. по. Многовнтковые на каркасе (а) и бескаркасная (б) катушки: / - обмоточный провод, 2, 3 - изоляционные прокладки, 4 - каркас, 5 - вывод с резьбовым гнездом, - винт, 7 - вывод многожильным проводом Многовнтковые катушки наматывают на каркасы (рис. 110, а), изготовляют бескаркасными (рис. ПО, б) или наматывают непосредственно на изолированный сердечник магнитопровода. Выводы многовитковых катушек выполняют в виде винтовых зажимов, штампованных из листового материала лепестков или гибкими монтажными проводами. Лепестки имеют отверстия для припайки к ним внешних проводов и лапки для закрепления на катушке бандажом из шпагата. Технологический процесс изготовления многовитковых катушек из обмоточного провода состоит из: изготовления каркаса, намотки обмотки, присоединения и закрепления выводов, изолировки, пропитки и покрытия эмалью наружных поверхностей. Каркасы KaryujcK бывают цельные и сборные. Для выполнения цельных каркасов используют пластмассу. Их изготовление менее трудоемко, чем сборных, они обладают высокой жесткостью, имеют стабильные размеры и высокие изоляционные свойства; каркасы из пресс-материала марки АГ-4 имеют высокую механическую прочность. Сборные каркасы выполняют из изоляционных материалов путем склеивания или из металлических деталей. Их применяют в тех случаях, когда невозможно использовать или экономически невыгодны цельные конструкции. Многовитковые обмотки аппаратов, как и обмотки приборов, наматывают на станках, обеспечивающих необходимое натяжение провода, его равномерное перемещение и непрерывный учет уложенных витков. Наружную поверхность изолируют после присоединения и закрепления выводов. Пропитка катушек повышает влагостойкость и электрическую прочность изоляции, а также ее теплопроводность и механическую прочность. Эмаль на поверхности катушки должна образовывать твердый, эластичный и гладкий слой, который препятствует проникновению в обмотку влаги, а также скоплению пыли и грязи на поверхности катушки. Перед пропиткой катушки сушат для удаления влаги. После пропитки сушкой удаляют растворитель лака и полимеризуют лаковую пленку. Конвекционную сушку ведут циркулирующим в печи воздухом, нагреваемым при прохождении через калорифер. Более эффективна терморадиационная сушка - нагрев катушек инфракрасными лучами. Вакуумная сушка ускоряет процесс и способствует более полному удалению влаги и паров растворителя. Для пропитки катушки погружают в лак. Внешним ориентировочным признаком окончания пропитки служит прекращение появления пузырьков на поверхности лака. Обычно это происходит через 3-15 мин. Подача лака под давлением ускоряет процесс пропитки и способствует более глубокому проникновению лака в обмотку и поры изоляции. Вакуумная пропитка - наиболее производительна и обеспечивает высокое качество катушек за счет засасывания пропиточного состава в вакуумированные поры. Установка для вакуумной пропитки состоит из баллона А (рис. 111) с азотом, автоклавов Б (0) (1) (2) (3) (4) (5) (6) (7) (8) (9) (10) (11) (12) (13) (14) (15) (16) (17) (18) (19) (20) (21) (22) (23) (24) (25) (26) (27) (28) (29) (30) (31) (32) (33) (34) (35) (36) (37) (38) (39) (40) (41) (42) (43) (44) (45) (46) (47) (48) (49) (50) (51) (52) (53) (54) (55) (56) (57) (58) (59) (60) (61) (62) (63) ( 64 ) (65) (66) (67) (68) (69) (70) (71) (72) (73) (74) (75) (76) (77) (78) (79) (80) (81) (82) (83) (84) (85) (86) (87) (88) (89) |
|
|