
|
|
| Главная -> Книги (0) (1) (2) (3) (4) (5) (6) (7) (8) (9) (10) (11) (12) (13) (14) (15) (16) (17) (18) (19) (20) (21) (22) (23) (24) (25) (26) (27) (28) (29) (30) (31) (32) (33) (34) (35) (36) (37) (38) (39) (40) (41) (42) (43) (44) (45) (46) (47) (48) (49) (50) (51) (52) (53) (54) (55) (56) (57) (58) (59) (60) (61) (62) (63) (64) (65) (66) (67) (68) (69) (70) (71) (72) (73) (74) (75) ( 76 ) (77) (78) (79) (80) (81) (82) (83) (84) (85) (86) (87) (88) (89) (76) части года преобладает влажность, доходящая до 100% при высокой температуре окружающего воздуха В этих условиях может развиться грибковая плесень, разрушающая некоторые органические материалы. Поэтому для машин в тропическом исполнении применяют материалы на основе неорганических волокон в сочетании с кремнийорганическими соединениями Лаки подразделяют на три основных вида: пропиточные, покровные и клеящие. Пропиточные лаки применяют для пропитки обмоток. Они заполняют поры в изоляции, повышают ее электрическую прочность, уменьшают водопоглощаемость, повышают теплопроводность и нагревостойкость органических материалов, цементируют между собой отдельные витки обмотки. Покровные лаки и эмали (лаки с мелкодисперсным неорганическим наполнителем) используют для получения на поверхности твердой гладкой пленки. Их обычно наносят на пропитанные обмотки. Провода для обмоток называют обмоточными. Их выпускают круглого или прямоугольного сечения с эмалевой, эмалево-волокнистой и пленочной изоляцией Эмалированные провода изолируют тонкой пленкой специального лака. В эмалево-волокнистых проводах поверх лаковой пленки намотаны один или несколько слоев хлопчатобумажной пряжи или пряжи из натурального шелка, капрона, лавсана. В современных машинах все большее применение находят провода с прочной нагревостойкой эмалью Они имеют малую толщину изоляции и допускают большие плотности тока, что позволяет уменьшить размеры обмоток, а, следовательно, массу и размеры машины. Контрольные вопросы / Что вы знаете об устройстве и назначении основных частей электрической машины> 2 Почему необходимо и как производится охлаждение электрических маш.ин> 3 Как различаются электрические машины по способу монтажа и степени защиты" 4 Опишите устройство асинхронного двигателя Как производится смазка подшипников 5 Опишите конструкцию машины постоянного тока Какими устройствами обеспечивается соединение внешней цепи с вращаю-шимися обмотками 6 В чем особенности устройства крупных синхронных машин 7. Что вы знаете об изоляции обмоток электрических машин> ГЛАВА XI § 66. Сборка и контроль сердечников Сердечники электрических машин, проводящие nepe-l менный магнитный поток, собирают из изолированных! друг от друга листов электротехнической стали толщиной не более 0,5 мм. К таким сердечникам относятся сердечники статоров синхронных и асинхронных машин и якорей машин постоянного тока. Части магнитной системы, проводящие постоянный магнитный поток, например полюсы машин постоянного тока и синхронных машин, также обычно изготовляют из штампованных листов конструкционной стали толщиной 1-4 мм (электрическая сталь примерно вдвое дороже), так как выполнение их в виде массивных деталей требует сложной механической обработки. Сердечники роторов асинхронных двигателей можно было бы также изготовлять из конструкционной стали, так как частота перемагничивания в них мала и составляет 1-3 Гц. Однако их в целях использования отходов вырубают из той же стали, что и статор. Смещение листов относительно друг друга при сборке сердечника должно быть минимальным. Размеры пазов в собранных сердечниках получаются меньше, чем в отдельных листах. Это объясняется угловым смещением листов при сборке за счет зазоров между направляющими элементами шихтовочных оправок и шихто-вочными канавками в листах, неточностью их вырубки и наличием заусенцев, которые при прессовке сминаются. Поэтому различают размеры «в штампе» - Ьш, hui (рис. 125, а) и размеры паза «в свету» be, he. Ширину пазов «в свету» 6с проверяют контрольными калибрами (рис. 125, б). Номинальный размер калибра равен ширине паза «в свету». Контрольный калибр должен свободно, без защемления в отдельных местах проходить вдоль пазов. Чтобы ограничить смещение зубцов и уменьшить «гребенку» на стенках пазов, в них устанавливают при шихтовке сборочные калибры (рис. 125, в). Особенно важна фиксация при сборке крупных сердечников из сегментов. Установка трех калибров шириной 6 = -и,3 [6 - (6с +0,2)] позво-232
 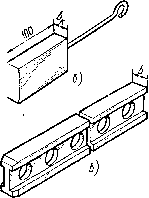 Рис. 125. Размеры пазов (а), контрольный (б) и сборочный (а) калибры ляет получить достаточно ровные стенки без обработки пазов. Сердечник должен быть плотным и жестким. Он не должен деформироваться при запрессовке в корпус и транспортировке в процессе изготовления. Недостаточная жесткость конструкции вызывает распушение сердечника, особенно заметное в зоне зубцов (рис. 126), которое создает опасность прорезания изоляции катушек и является причиной шума при работе машины в результате периодического сближения и расхождения листов при прохождении по сердечнику переменного магнитного потока. Сборка сердечника включает операции по укладке листов (шихтовке), прессовке и скреплению. Листы шихтуют либо на оправку, либо непосредственно на вал или в станину. На оправку собирают сердечники статоров с наружным диаметром до 500 мм и ротора с короткозамкнутой алюминиевой обмоткой. В чертеже задается длина сердечника и масса, р. ,26. Распушение которая приводится для удоб- шихтованного сердечника: СТВа комплектовки листов не- /-нажимные шайбы, 2 - ред шихтовкой. Листы сердеч- Г/иГа~нинке!Гдл1,7а НИКОВ статоров скрепляют СКО- по зубцам (0) (1) (2) (3) (4) (5) (6) (7) (8) (9) (10) (11) (12) (13) (14) (15) (16) (17) (18) (19) (20) (21) (22) (23) (24) (25) (26) (27) (28) (29) (30) (31) (32) (33) (34) (35) (36) (37) (38) (39) (40) (41) (42) (43) (44) (45) (46) (47) (48) (49) (50) (51) (52) (53) (54) (55) (56) (57) (58) (59) (60) (61) (62) (63) (64) (65) (66) (67) (68) (69) (70) (71) (72) (73) (74) (75) ( 76 ) (77) (78) (79) (80) (81) (82) (83) (84) (85) (86) (87) (88) (89) |
|||||||||||||||||||||||||||
|
|