
|
|
| Главная -> Книги (0) (1) (2) (3) (4) (5) (6) (7) (8) (9) (10) (11) (12) (13) (14) (15) (16) (17) (18) (19) (20) (21) (22) (23) (24) (25) (26) (27) (28) (29) (30) (31) (32) (33) (34) (35) (36) (37) (38) (39) (40) (41) (42) (43) (44) (45) (46) (47) (48) (49) (50) (51) (52) (53) (54) (55) (56) (57) (58) (59) (60) (61) (62) (63) (64) (65) (66) (67) (68) (69) (70) (71) (72) (73) (74) (75) (76) (77) ( 78 ) (79) (80) (81) (82) (83) (84) (85) (86) (87) (88) (89) (78) / г 0,51100 Рис. 129. Схема проверки геометрической формы сердечников полюсов на прямолинейность (а), на перпендикулярность (б) Место испытаний ограждают, так как возможно появление высоких потенциалов на сердечнике и измерительных приборах. Нагрев рукой проверяют при отключенном питании намагничивающей обмотки, отсчет по приборам производят, не прикасаясь к ним. Перед началом испытаний сердечник заземляют. Сборку и прессовку сердечников полюсов длиной до 1200 мм производят в вертикальном положении, свыше 1200 мм - в горизонтальном. Изготовленные сердечники контролируют на прямолинейность поверочной линейкой 2 (рис. 129, а) и щупом /. Контроль на перпендикулярность осуществляют угольником 3 (рис. 129, б). Допуск на прямолинейность равен 0,1 мм на 100 мм длины, на перпендикулярность - 0,5 мм относительно соответствующих базовых поверхностей. § 67. Изготовление обмоток Изготовление и укладка всыпных обмоток в массовом и серийном производстве механизированы. Процесс намотки статоров подразделяется на следующие основные операции: изолирование пазов, намотка катушек, укладка их в пазы, заклиновка обмотки в пазах, бандажирование и формовка лобовых частей обмотки, соединение схемы и контрольные операции, включающие проверку электрической прочности изоляции и правильность намотки и соединения схемы. Пазы изолируют коробами 3 (рис. 130, а) с манжетами 2, которые получаются протягиванием ленты через профильную щель на полуавтоматическом станке и формовкой в штампе. Толкатель 4 вводит короб  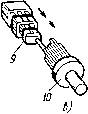 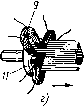 Рис. 130. Этапы намотки статора раздельным способом: а-изолировка пазов, б -намотка катушек, в - съем катушек с шаблона на приспособление для переноса, г - подготовка катушек к втягиванию в пазы; / - паз статора, 2 - манжета, 3 - короб, 4 - толкатель, 5 - направляющая фильера, 6-полая ось, 7 - мотовило, S - револьверная головка, 9 - шаблоны, 10 - приспособление, - штыревая оправка в паз / статора через направляющую фильеру 5. Манжеты, отпружинивая, фиксируют короб в продольном направлении, опираясь на торцы сердечника. Применяются два способа механизированной намотки статоров: совмещенный и раздельный. При совмещенном способе провод пропускают через прово-доводитель и проводоукладчик. При продольном движении проводоводителя провод через шлиц закладывается в паз. После выхода за пределы сердечника проводо-водитель поворачивается вокруг продольной оси на некоторый угол, в результате чего проводоукладчик устанавливается против шлица второго паза в соответствии с шириной витка обмотки и движется в обратном направлении, укладывая провод во второй паз. Статорообмоточные станки снабжены вспомогательными механизмами для автоматического выполнения намоточного цикла: счетнопрограммным устройством, устройством отрезки провода и закрепления концов, механизмами оттяжки провода для образова- ния межгрупповых переходов и др. Скорость намотки достигает 1400 двойных ходов/мин. После намотки статоры передаются на операцию заклинивания пазов. При раздельной намотке сначала изготовляют катушки: наматывают провод на вращающиеся или неподвижные 9 (рис. 130, б) шаблоны вращающимся мотовилом 7. Провод проходит череа полую ось 6 намоточной головки. В процессе намотки головка сдвигается вдоль оси шаблона и витки провода укладываются в один слой без перекрещивания. Револьверная головка 8 позволяет, не прерывая процесс наматывания, снимать ранее намотанные катушки на приспособление 10 (рис. 130, в) для переноса их на операцию втягивания. Приспособление состоит из диска и стальных гладких штырей. Его вставляют в штыревую оправку (рис. 130, г) и катушки переводят из приспособления в щели между штырями оправки. Внутри оправки находится толкатель, который при своем движении вдоль сердечника статора захватывает лобовые части обмотки и втягивает ее в пазы. Одновременно толкатель продвигает пазовые крышки, заклинивая обмотку в пазах. В мелкосерийном производстве и ремонтных работах укладка всыпных обмоток производится ручным способом с намоткой катушек на станках. § 68. Контроль обмоток Электрические машины в большинстве случаев выходят из строя из-за повреждения обмоток. Поэтому контролю их качества уделяется большое внимание. К контрольным операциям относится проверка размеров намотанных катушек, правильности соединения схемы, маркировки выводных концов, отсутствия замыкания между пластинами коллектора, качества пайки различных соединений, измерения сопротивлений обмотки и изоляции и др. Контроль натяжения провода при намотке необходим для получения качественных изделий. Натяжение определяет плотность и размеры обмотки, а также ее омическое сопротивление. Излишнее натяжение приводит или к обрывам провода, или к значительному остаточному удлинению, при котором у1«еньшается сечение, увеличивается сопротивление и повреждается (0) (1) (2) (3) (4) (5) (6) (7) (8) (9) (10) (11) (12) (13) (14) (15) (16) (17) (18) (19) (20) (21) (22) (23) (24) (25) (26) (27) (28) (29) (30) (31) (32) (33) (34) (35) (36) (37) (38) (39) (40) (41) (42) (43) (44) (45) (46) (47) (48) (49) (50) (51) (52) (53) (54) (55) (56) (57) (58) (59) (60) (61) (62) (63) (64) (65) (66) (67) (68) (69) (70) (71) (72) (73) (74) (75) (76) (77) ( 78 ) (79) (80) (81) (82) (83) (84) (85) (86) (87) (88) (89) |
|
|