
|
|
| Главная -> Книги (0) (1) (2) (3) (4) (5) (6) (7) (8) (9) (10) (11) (12) (13) (14) (15) (16) (17) (18) (19) (20) (21) (22) (23) (24) (25) (26) (27) (28) (29) (30) (31) (32) (33) (34) (35) (36) (37) (38) (39) (40) (41) (42) (43) (44) (45) (46) (47) (48) (49) (50) (51) (52) (53) (54) (55) (56) (57) (58) (59) (60) (61) (62) (63) (64) (65) (66) (67) (68) (69) (70) (71) (72) (73) (74) (75) (76) (77) (78) ( 79 ) (80) (81) (82) (83) (84) (85) (86) (87) (88) (89) (79) изоляция, что влечет за собой витковые замыкания. При намотке катушек следует постоянно проверять натяжение провода. Наилучшее качество намотки обеспечивают натяжные устройства, осуществляющие непрерывный контроль и регулировку натяжения. Нагрузки при намотке не должны превышать предела упругости материала провода, так как при пластических деформациях снижается электрическая прочность изоляции провода. Натяжение определяют в зависимости от диаметра проволоки. Следует иметь в виду, что на натяжение провода влияет скорость намотки. Скорость выбирают такой, чтобы возникающее при ней натяжение не выходило за допустимые пределы. Рывки провода в процессе намотки недопустимы. Провода при намотке надо укладывать на шаблон параллельно друг другу без перекрещиваний. Если обмотка состоит из нескольких параллельных проводников, следят, чтобы натяжение всех проводов было одинаковым. Контрольные операции, проводимые для проверки электрической прочности изоляции, не всегда выявляют отдельные ее повреждения, которые в дальнейшем при работе машины могут привести к преждевременному выходу из строя обмоток. Одной из наиболее вероятных причин таких повреждений является применение неисправной оснастки и инструмента. Особенно важно своевременно осматривать оснастку при механизированной намотке. Поверхности, на которых располагаются бухты проводов и катушки, должны быть чистыми и покрытыми материалом, исключающим повреждения изоляции провода и намотанных катушек. Шаблоны в местах возможного касания провода не должны иметь острых кромок, заусенцев, шероховатостей, забоин. Ролики, через которые проходит провод в процессе намотки, должны свободно вращаться, проскальзывание провода необходимо исключить. Поверхность роликов должна быть полированной. Рабочий инструмент, который используется при проведении намоточных работ, не должен иметь острых кромок и заусенцев. При укладке провода на шаблон, правке провода, снятии катушек с шаблона и других работах, связанных с воздействием на провод, не рекомендуется применять металлический инструмент. Дефекты изоляции проводов могут появиться в результате неправильного их хранения. Провода должны храниться в упаковке предприятия-изготовителя при температуре от +5 до +35° С и относительной влажности воздуха не более 80% в условиях отсутствия солнечной радиации, пыли, паров, кислот, щелочей и других агрессивных сред. Непосредственное воздействие солнечных лучей ускоряет процесс старения изоляции проводов, который прежде всего выражается в снижении ее эластичности. Так, например, в эмалированных проводах с изоляцией на основе масляных лаков теряется ее эластичность уже после нескольких суток облучения ультрафиолетовыми лучами. Особенно опасно при хранении воздействие повышенной влажности, так как изоляция обмоточных проводов не может служить надежной преградой для проникновения влаги в проводник. Влага проникает, в первую очередь, через поры, трещины и другие микродефекты тонкой изоляционной пленки. Хранение проводов, особенно эмалированных, при низких температурах нежелательно, так как при переносе проводов в теплое помещение на их поверхности конденсируется влага и появляются мельчайшие («волосяные») трещины, снижающие электрическую прочность и эластичность изоляции. Качество изолирования лентами определяется плотностью изоляции, точностью выдерживания заданного перекрытия и контролем размеров изолированной катушки. Плотность изоляции зависит от натяжения ленты в процессе наложения изоляции. Натяжение должно обеспечить плотное прилегание ленты к катушке и слоев изоляции друг к другу. Это особенно важно при многослойной изолировке высоковольтных катушек. Однако следует учитывать, что чрезмерное натяжение ленты недопустимо, так как может провести к нарушению структуры изоляционного материала за счет его вытягивания и уменьшению электрической прочности изоляции. При очень большом натяжении может произойти разрыв ленты. Натяжение ленты должно быть оптимальным и обеспечивать как плотное прилегание, так и сохранение ее изоляционных и механических свойств. Оно зависит от механических свойств материала ленты, от ее толщины и ширины. 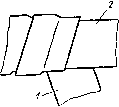 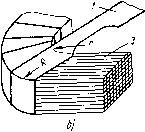 Рис. 131. Наложение ленты с перекрытием /2 ширины на прямолинейную часть катушки (а) и изолирование уголков с подрезкой ленты по ширине (б) Электрическая прочность ленточной изоляции обеспечивается наложением ее с перекрытием /2 ширины ленты / (рис. 131, а) на катушку 2. Уменьшение перекрытия, т. е. увеличение шага витка ленты, приводит к уменьшению электрической прочности. С уменьшением шага увеличиваются размеры изолированной катушки. В большинстве случаев недопустимо даже незначительное увеличение размеров. Так, например, увеличение толшины изолированной лобовой части стержня обмотки, вставляемой с торца, делает укладку обмотки невозможной. При контроле полюсных катушек особое внимание следует обращать на проверку внутренних радиусов г (рис. 131, б) в местах изгиба витков 3. При большой разнице наружного R и внутреннего г радиусов тол-шина изоляции по внутреннему закруглению получается значительно большей, чем по наружному за счет увеличенного (большего, чем /2 ширины ленты) перекрытия, вызванного меньшей длиной изолирования. Катушка в результате этого может не установиться на полюс. Чтобы выдержать заданные размеры в процессе изолирования катушек 2, ленту 1 по ширине обрезают ножницами в местах наложения их по внутреннему контуру. Размеры изолированных катушек контролируют универсальным измерительным инструментом, шаблонами, предельными калибрами. Концы лент должны быть надежно закреплены клеем, бандажом или другим способом, препятствующим их разматыванию. Контроль обмоток после укладки в пазы осущест- (0) (1) (2) (3) (4) (5) (6) (7) (8) (9) (10) (11) (12) (13) (14) (15) (16) (17) (18) (19) (20) (21) (22) (23) (24) (25) (26) (27) (28) (29) (30) (31) (32) (33) (34) (35) (36) (37) (38) (39) (40) (41) (42) (43) (44) (45) (46) (47) (48) (49) (50) (51) (52) (53) (54) (55) (56) (57) (58) (59) (60) (61) (62) (63) (64) (65) (66) (67) (68) (69) (70) (71) (72) (73) (74) (75) (76) (77) (78) ( 79 ) (80) (81) (82) (83) (84) (85) (86) (87) (88) (89) |
|
|