
|
|
| Главная -> Книги (0) (1) (2) (3) (4) (5) (6) (7) (8) (9) (10) (11) (12) (13) (14) (15) (16) (17) (18) (19) (20) (21) (22) (23) (24) (25) (26) (27) (28) (29) (30) (31) (32) (33) (34) (35) (36) (37) (38) (39) (40) (41) (42) (43) (44) (45) (46) (47) (48) (49) (50) (51) (52) (53) (54) (55) (56) (57) (58) (59) (60) (61) (62) (63) (64) (65) (66) (67) (68) (69) (70) (71) (72) (73) (74) (75) (76) (77) (78) (79) ( 80 ) (81) (82) (83) (84) (85) (86) (87) (88) (89) (80) 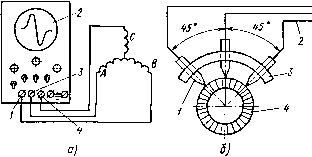 Рис 132. Контроль на приборе ЕЛ трехфазной обмотки {а) и обмотки якоря машины постоянного тока (б) вляют различными электронными приборами. Принцип действия прибора ЕЛ основан на сравнении двух обмоток А и В, которые присоединяют к зажимам /, 3 (рис. 132, а). При контроле трехфазной обмотки фаза С является соединительным проводом с зажимом 4. Импульсный генератор аппарата с зажимов 1 и 3 посылает поочередно через синхронный переключатель на фазы А и В волну импульсного напряжения. На экране 2 прибора наблюдаются кривые напряжения на фазах. Форма кривых зависит от сопротивлений обмотки, числа витков, соединения катушек и т. д. Если фазы А и В имеют одинаковые полные сопротивления, то на экране 2 мы видим одну кривую. Если же фазы в чем-либо отличаются одна от другой, например числом витков, сопротивлениями, наличием коротко-замкнутых витков и т. д., на экране появляются две кривые. Контроль обмоток якоря производят с помощью приспособления к прибору. Три заостренных контакта / (рис. 132, б) располагают в изоляционном корпусе 3 под углом 45° или 60° друг к другу. Соприкасаясь с пластинами коллектора 4, контакты проводами 2 подключают к аппаратуре одинаковые части обмотки якоря, которые контролируют методом сравнения. Крайние контакты должны быть расположены строго симметрично относительно среднего, чтобы между ними было включено одинаковое число секций. Перекос контактов допускается на Д толщины коллекторной пластины. § 69. Изготовление и контроль коллекторов Щетки токосъемного устройства электрической машины при вращении якоря должны иметь надежный электрический контакт с пластинами коллектора. Это возможно только в том случае, если наружная (рабочая) поверхность коллектора будет ровной; ее биение не должно превышать сотых долей миллиметра. В быстроходных машинах выступание или за-падание отдельных пластин даже на 2-3 мкм приводит к искрению под щетками, так как нарушается скользящий контакт. Коллектор должен быть монолитным, сохранять геометрическую форму рабочей поверхности в условиях периодической смены температур при работе электрической машины, иметь равномерное и без перекоса расположение медных пластин по окружности коллектора. Качество коллекторов во многом зависит от строгого соблюдения технологического процесса. Коллекторные пластины изготовляют из холоднотянутых медных полос трапецеидального сечения (рис. 133, а). Для большинства коллекторов применяют медь марки Ml, а для скоростных и нагревостойких машин - кадмиевую медь (с содержанием 1% кадмия), обладающую большей механической прочностью и меньшим износом на истирание по сравнению с холоднокатаной коллекторной медью. В последнее время все большее распространение находят коллекторные пластины, прессованные из медного порошка. Электромашиностроительные заводы получают 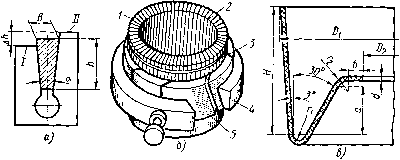 Рис. 133. Шаблон для контроля профиля коллекторной полосы (а), сборка пластин в кольцо (б), коллекторная манжета (в) коллекторную медь в виде полос длиной 1,5-3,5 м. При изготовлении коллекторной меди кабельные заводы руководствуются ГОСТ 3568-70, который устанавливает допуски на изготовление, методы контроля и требования к качеству поверхности. Чтобы обеспечить прилегание пластин по всей боковой поверхности, угол а между сторонами трапеции должен быть выдержан с высокой степенью точности. Контроль профиля производят шаблоном (рис. 133, а) на просвет-по световой щели между боковыми сторонами пластины и шаблоном и щупом, размеры которого оговариваются в технической документации в зависимости от класса точности профиля. Точность выполнения основных размеров шаблона составляет 0,005 мм и контролируется контршаблоном, который должен «вязко» входить в гнездо шаблона. Размер Д/г шаблона зависит от допуска Д на размер В и угла а и определяется по формуле Д/г = = 0,5Д ctg (а/2). Торцевые поверхности I и II определяют границы допуска на размер В. Высота h шаблоном не контролируется, а проверяется универсальными измерительными средствами. Полосы режут на заготовки определенной длины с припуском на обработку по торцам. Заготовки защищают от заусенцев и правят в штампах под прессом для устранения кривизны. Неплоскостность поверхностей контролируется на соответствие установленным нормам (табл. 13). Таблица 13. Допустимая иеплоскостность коллекторных пластин
(0) (1) (2) (3) (4) (5) (6) (7) (8) (9) (10) (11) (12) (13) (14) (15) (16) (17) (18) (19) (20) (21) (22) (23) (24) (25) (26) (27) (28) (29) (30) (31) (32) (33) (34) (35) (36) (37) (38) (39) (40) (41) (42) (43) (44) (45) (46) (47) (48) (49) (50) (51) (52) (53) (54) (55) (56) (57) (58) (59) (60) (61) (62) (63) (64) (65) (66) (67) (68) (69) (70) (71) (72) (73) (74) (75) (76) (77) (78) (79) ( 80 ) (81) (82) (83) (84) (85) (86) (87) (88) (89) |
||||||||||||||||||||||||||||||||||||||||||||||||||||||
|
|