
|
|
| Главная -> Книги (0) (1) (2) (3) (4) (5) (6) (7) (8) (9) (10) (11) (12) (13) (14) (15) (16) (17) (18) (19) (20) (21) (22) (23) (24) (25) (26) (27) (28) (29) (30) (31) (32) (33) (34) (35) (36) (37) (38) (39) (40) (41) (42) (43) (44) (45) (46) (47) (48) (49) (50) (51) (52) (53) (54) (55) (56) (57) (58) (59) (60) (61) (62) (63) (64) (65) (66) (67) (68) (69) (70) (71) (72) (73) (74) (75) (76) (77) (78) (79) (80) (81) (82) (83) (84) ( 85 ) (86) (87) (88) (89) (85) НИКОВ. Напрессовка подшипников производится на прессе 3. Смазка для подшипников дозируется на установке 12. На стенде 8 в подшипниковые щиты устанавливают воздухонаправляющие щитки. Затем подшипниковые щиты надевают на наружные обоймы подшипников и на прессе 4 напрессовывают на замки статора. На стенде устанавливают наружные крышки подшипников, наживляют болты, крепящие подшипниковые щиты и крышки подшипников, и на автоматическом болтоверте 5 завинчивают их. На стенде 9 собирают коробку выводов и устанавливают на двигатель. На прессе 6 напрессовывают вентилятор, надевают кожух вентилятора и устанавливают рым-болт. Собранный двигатель проверяет контролер ОТК (10 - стол ОТК). Автооператор 7 перегружает собранный двигатель на испытательную станцию. Такт линии равен 1,3-1,7 мин в зависимости от размеров и типа собираемых двигателей. § 72. Проверка установочно-присоединительных размеров Предельные отклонения установочных и присоединительных размеров для всех видов электрических машин общего и специального назначения, а также методы их контроля указаны в ГОСТ 8592-79. Предусмотрены три класса точности исполнения: нормальная, повышенная и высокая. Высоту оси вращения h (рис. 137, а) измеряют штангенрейсмусом / или индикатором 2, устанавливая его на размер по эталону, на середине выступающего конца вала (точка В) и определяют как среднее арифметическое трех измерений при повороте вала примерно через каждые 120°. Непараллельность оси вращения равна разности размеров h\ и /гг при измерении высоты индикатором в точках Л и С соответственно. Неплоскостность опорной поверхности определяют щупом при установке машины на поверочную плиту. Щуп, толщина которого равна допуску на неплоскостность, должен входить в зазор между плитой и опорной поверхностью лап не более чем на 30% от ее размера. Смещение осей отверстий 3 в лапах контролируется комплексным калибром, базирующимся на конце 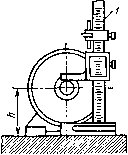
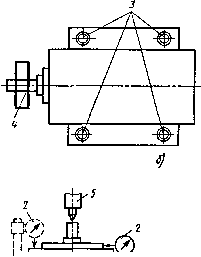
Рис. 137. Контроль установочно-присоединительных размеров: а - высоты оси вращения, б - смещения отверстий в лапах, в, г - присоединительного фланца вала 4 (рис. 137,6) или универсальным инструментом. В машинах с крепительным фланцем калибр базируют на заточке фланца. Радиальное биение выступающего конца вала контролируют индикатором в точке В на середине длины вала. Разность между наибольшим и наименьшим показаниями индикатора за один медленный оборот вала не должна превышать значений, указанных в табл. 14. В машинах с фланцевым креплением контролируют биение заточки фланца. Для этого индикатор 2 закрепляют на конце вала 4 (рис. 137, в). При невозможности закрепления индикатора на валу машину устанавливают в вертикальных центровых стойках 5 (рис. 137, г). Измерительный наконечник индикатора 2 устанавливают посередине контролируемых поверхностей. Биение опорного торца крепительного фланца определяют на большем диаметре контролируемой поверхности. Таблица 14 Допуск радиального биения вала
§ 73. Испытания электрических машин Основными видами испытаний электрических машин можно считать приемочные, приемо-сдаточные, периодические и типовые. Приемочные испытания проводят на опытном образце машины, приемо-сдаточным испытаниям подвергают каждую электрическую машину. Периодические испытания проводят по программе в сроки, устанавливаемые стандартами или ТУ на отдельные виды машин. Типовые испытания следует проводить лишь при изменении конструкции, материалов или технологии, если они могут оказать влияние иа характеристики машины. (0) (1) (2) (3) (4) (5) (6) (7) (8) (9) (10) (11) (12) (13) (14) (15) (16) (17) (18) (19) (20) (21) (22) (23) (24) (25) (26) (27) (28) (29) (30) (31) (32) (33) (34) (35) (36) (37) (38) (39) (40) (41) (42) (43) (44) (45) (46) (47) (48) (49) (50) (51) (52) (53) (54) (55) (56) (57) (58) (59) (60) (61) (62) (63) (64) (65) (66) (67) (68) (69) (70) (71) (72) (73) (74) (75) (76) (77) (78) (79) (80) (81) (82) (83) (84) ( 85 ) (86) (87) (88) (89) |
|||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
|
|